


1. 格式G41 D_ X_ Y_;G42 D_ X_ Y_;当处理工件 (“A”) 时,就像下图所示,刀具路径 (“B”) 是基本路径,与工件 (“A”)的距离至少为该刀具直径的一半。此处...
阿凡达
3年前139

刀具长度补偿 G43,G44,G49格式:G43(G44) Z H其中: Z为补偿轴的终点值。根据补偿的实际需要,还可以为X、Y等,但在程序中只能选一个。H为刀具长度偏移量的...
阿凡达
3年前372

刀具长度偏置 G43/G44/G49 FANUC 0-MD的G代码命令及举例
1.格式G43 Z_ H_;G44 Z_ H_;G49 Z_;2.偏置功能首先用一把铣刀作为基准刀,并且利用工件坐标系的Z轴,把它定位在工件表面上,其位置设置为Z0。(☼见G92:坐标...
阿凡达
3年前709

利用数控系统的刀具补偿功能,编程时不需要考虑刀具的实际尺寸,包括刀具半径及长度,而按照零件的轮廓计算坐标数据,有效简化了数控加工程序的编制。(一)...
阿凡达
3年前139

在数控机床上加工零件时,切削用量都预先编入程序中,在正常加工情况下,人工不予改变。只有在试加工或出现异常情况时.才通过速率调节旋钮或电手轮调整切削...
阿凡达
3年前185

刀具长度补偿指令格式如下:格式:G43(G44) Z H其中:Z为补偿轴的终点值。H为刀具长度偏移量的存储器地址。把编程时假定的理想刀具长度与实际使用的刀具长度...
阿凡达
3年前180

现在我们用Φ10的立铣刀铣削该零件的轮廓,零件的编程原点为0,加工路线为①-②-③-④-⑤-⑥-⑦-⑧-⑨- 10 - 11 - 12 - 13 - 14 。刀具补偿地址为D01,在加工...
阿凡达
3年前182

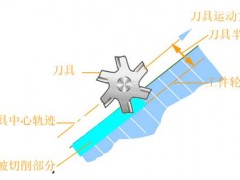
G41刀具半径左补偿、G42刀具半径右补偿、G40取消刀具半径补偿。铣削工件轮廓时,为了使编程员不必根据刀具半径人工计算刀具中心的运动轨迹,而是方便地直接按...
阿凡达
3年前574
刀具长度补偿指令用于补偿编程的刀具和实际使用的刀具之间的长度差。G43为使用长度补偿、G44为取消长度补偿。刀具长度补偿是在插补平面垂直的轴上进行的。例...
阿凡达
3年前480
1) 刀具半径补偿建立与取消指令G41/G42、G40程序段格式为G00/G01 G41/G42 X_ Y_ D_(F_);建立补偿,G01编程时才有F指令G00/G01 G40 X_ Y_(F_);取消半经...
aishukong
2023-05-21 17:02675

1、对刀具的要求1)铣刀刚性要好 一是为提高生产效率而采用大切削用量的需要;二是为适应数控铣床加工过程中难以调整切削用量的特点。当工件各处的加工余量相...
阿凡达
3年前139

刀具半径补偿的过程分为三步:1)刀补的建立:在刀具从起点接近工件时,刀心轨迹从与编程轨迹重合过度到与编程轨迹偏离一个偏置量的过程。2)刀补进行:刀具...
阿凡达
3年前178

1. 刀具的选择数控机床在加工模具时所采用的刀具多数与通用刀具相同。经常也使用机夹不重磨可转位硬质合金刀片的铣刀。由于模具中有许多是由曲面构成的型腔,...
阿凡达
3年前186

·了解数控系统的功能及规格。不同的数控系统在编写数控加工程序时,在格式及指令上是不完全相同的。·熟悉零件的加工工艺。·合理选择刀具、夹具及切削用量...
阿凡达
3年前116

数控铣刀具半径自动补偿示例 刀具半径补偿指令编程进行粗、精加工补偿法
数控机床一般都具备刀具半径自动补偿机能,以适应用圆头刀具(如铣刀、圆头车刀)加工时,可简化程序编制,省去计算刀位的工作。当数控装置不具备刀具半径自...
阿凡达
3年前487

用在汽车工业的大多数硬零件是在淬硬后加工到最终几何形状的。目前,磨削是用于这些零件的主要的方法,这些零件包括轴承、齿轮、轴和小齿轮。但是,感谢机床...
阿凡达
3年前473
数控车加工零件几何特点分析、加工工序安排、刀具切削参数选择及编程实例
1、零件工艺分析1)零件几何特点:如下图所示,该零件由外圆柱面、槽和螺纹以及内孔组成,其几何形状为圆柱形的轴类零件,零件只要求径向尺寸精度为±0.03,...
阿凡达
3年前525

如1所示带孔圆盘工件,材料为45钢,分析其数控车削工艺。1.零件图工艺分析如1所示工件,该零件属于典型的盘类零件,材料为45钢,可选用圆钢为毛坯,为保证在...
阿凡达
3年前201

刀具的几何、磨损补偿在编程时,一般以其中一把刀具为基准,并以该刀具的刀尖位置A为依据建立工件坐标系。这样,当其它刀具转到加工位置时,其刀尖位置B就会...
阿凡达
3年前216

