1. 刀具的选择
数控机床在加工模具时所采用的刀具多数与通用刀具相同。经常也使用机夹不重磨可转位硬质合金刀片的铣刀。由于模具中有许多是由曲面构成的型腔,所以经常需要采用球头刀以及环形刀(即立铣刀刀尖呈圆弧倒角状)。
2.铣削曲面时应注意的问题
(1) 粗铣 粗铣时应根据被加工曲面给出的余量,用立铣刀按等高面一层一层地铣削,这种粗铣效率高。粗铣后的曲面类似于山坡上的梯田。台阶的高度视粗铣精度而定。
(2) 半精铣 半精铣的目的是铣掉“梯田”的台阶,使被加工表面更接近于理论曲面,采用球头铣刀一般为精加工工序留出0.5㎜左右的加工余量。半精加工的行距和步距可比精加工大。
(3) 精加工 最终加工出理论曲面。用球头铣刀精加工曲面时,一般用行切法。对于开敞性比较好的零件而言,行切的折返点应选在曲表的外面,即在编程时,应把曲面向外延伸一些。对开敞性不好的零件表面,由于折返时,切削速度的变化,很容易在已加工表面上及阻挡面上,留下由停顿和振动产生的刀痕。所以在加工和编程时,一是要在折返时降低进给速度,二是在编程时,被加工曲面折返点应稍离开阻挡面。对曲面与阻挡面相贯线应单作一个清根程序另外加工,这样就会使被加工曲面与阻挡面光滑连接,而不致产生很大的刀痕。
(4) 球头铣刀在铣削曲面时,其刀尖处的切削速度很低,如果用球刀垂直于被加工面铣削比较平缓的曲面时,球刀刀尖切出的表面质量比较差,所以应适当地提高主轴转速,另外还应避免用刀尖切削。
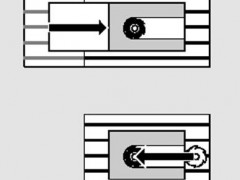
(5) 避免垂直下刀。平底圆柱铣刀有两种,一种是端面有顶尖孔,其端刃不过中心。另一种是端面无顶尖孔,端刃相连且过中心。在铣削曲面时,有顶尖孔的端铣刀绝对不能像钻头似的向下垂直进刀,除非预先钻有工艺孔。否则会把铣刀顶断。如果用无顶尖孔的端刀时可以垂直向下进刀,但由于刀刃角度太小,轴向力很大,所以也应尽量避免。最好的办法是向斜下方进刀,进到一定深度后再用侧刃横向切削。在铣削凹槽面时,可以预钻出工艺孔以便下刀。用球头铣刀垂直进刀的效果虽然比平底的端铣刀要好,但也因轴向力过大、影响切削效果的缘故,最好不使用这种下刀方式。
(6) 铣削曲面零件中,如果发现零件材料热处理不好、有裂纹、组织不均匀等现象时,应及时停止加工,以免浪费工时。
(7) 在铣削模具型腔比较复杂的曲面时,一般需要较长的周期,因此,在每次开机铣削前应对机床、夹具、刀具进行适当的检查,以免在中途发生故障,影响加工精度,甚至造成废品。
(8) 在模具型腔铣削时,应根据加工表面的粗糙度适当掌握修锉余量。对于铣削比较困难的部位,如果加工表面粗糙度较差,应适当多留些修锉余量;而对于平面、直角沟槽等容易加工的部位,应尽量降低加工表面粗糙度值,减少修锉工作量,避免因大面积修锉而影响型腔曲面的精度。