利用数控系统的刀具补偿功能,编程时不需要考虑刀具的实际尺寸,包括刀具半径及长度,而按照零件的轮廓计算坐标数据,有效简化了数控加工程序的编制。
(一)刀具半径补偿的建立、执行与撤消
铣削加工的刀具半径补偿分为刀具半径左补偿(G41)和刀具半径右补偿(G42),一般使用非零的D代码确定刀具半径补偿值寄存器号,用G40取消刀具半径补偿。有关G41、G42的规定,与车削编程时相同。
1.刀具半径补偿的建立
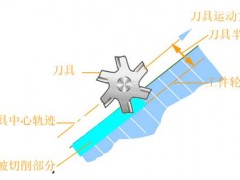
如图1所示,刀具半径补偿的运动指令使用G00或G01与G41或G42的组合,并指定刀具半径补偿值寄存器号。程序如下:
N1 G00 G90 X-20 Y-20 (刀具运动到开始点S)
N2 G17 G01 G41 X0 Y0 D01 F200 (在A点切入工件,建立刀具左补偿,刀具半径补偿值存储在01号寄存器中)
或
N2 G17 G01 G42 X0 Y0 D01 F200 (在E点建立刀具右补偿)
2.刀具半径补偿的执行
除非用G40取消,一旦刀具半径补偿建立后就一直有效,刀具始终保持正确的刀具中心运动轨迹。程序如下:
3.刀具半径补偿的撤消
(二)刀具长度补偿的建立、执行与撤消
使用刀具长度补偿功能,在编程时可以不考虑刀具在机床主轴上装夹的实际长度,而只需在程序中给出刀具端刃的Z坐标,具体的刀具长度由Z向对刀来协调。
刀具长度补偿分为刀具长度正补偿(G43)和刀具长度负补偿(G44),使用非零的H代码确定刀具长度补偿值寄存器号。取消刀具长度补偿用G49。
刀具长度补偿也有刀具长度补偿的建立、执行和撤消等三个过程,与刀具半径补偿的相类似。
(三)刀具补偿的运用
当数控加工程序编制好后,可以灵活地利用刀具补偿值来适应加工中出现的各种情况。