

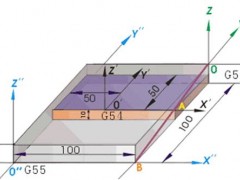
工件坐标系设定除了可用前面提到的G92指令设定工件坐标系外,在铣削加工编程中还可采用另外一组坐标系设定指令,即G54~G59。要采用G54~G59指令,操作者在实际...
aishukong
2023-05-21 16:57770

刀具半径补偿的过程分为三步:1)刀补的建立:在刀具从起点接近工件时,刀心轨迹从与编程轨迹重合过度到与编程轨迹偏离一个偏置量的过程。2)刀补进行:刀具...
阿凡达
2年前142

针对数控铣削加工的特点,下面列举出一些经常遇到的工艺性问题作为对零件图进行工艺性分析的要点来加以分析与考虑。1)图纸尺寸的标注方法是否方便编程?构成...
阿凡达
2年前216

加工程序分为主程序和子程序,一般地,NC执行主程序的指令,但当执行到一条子程序调用指令时,NC转向执行子程序,在子程序中执行到返回指令时,再回到主程序...
aishukong
2年前516

螺旋线插补指令与圆弧插补指令类似,也为G02和G03,分别表示顺时针、逆时针螺旋线插补。不同之处在于螺旋线插补多了导程参数,程序段格式为G02/G03 X_ Y_ Z_ ...
阿凡达
2年前127

一个完整的加工程序是由若干程序段组成,而每个程序段是由一个或若干个指令字组成。指令字代表某一信息单元,每个指令字又由字母、数字、符号组成。如:O1234...
阿凡达
2年前177

G90外圆固定循环指令编程,如下图点画线代表毛坯。FUNAC数控车编程如下:O9004G50 X40 Z3(设立坐标系,定义对刀点的位置)M03 S400(主轴以400r/min旋转)G90 ...
阿凡达
2年前434

在数控车床还未达到普及使用的条件下,一般应把毛坯件上过多的余量,特别是含有锻、铸硬皮层的余量安排在普通车床上加工。如必须用数控车床加工时,则要注意...
阿凡达
2年前229

这里所说的远与近,是按加工部位相对于对刀点的距离大小而言的。在一般情况下,特别是在粗加工时,通常安排离对刀点近的部位先加工,离对刀点远的部位后加工...
阿凡达
2年前971
HNC-21/22T 子程序嵌套调用的深度最多可以有九层,每一层子程序都有自己独立的局部变量(变量个数为 50)。当前局部变量 为#0-#49 ,第一层局部变量为#200-#2...
阿凡达
2年前288

华中数控系统HNC-21/22T 为用户配备了强有力的类似于高级语言的宏程序功能,用户可以使用变量进行算术运算、逻辑运算和函数的混合运算,此外宏程序还提供了循...
阿凡达
2年前216

学习配合件的车削加工方法。熟练掌握尺寸精度、形状位置公差和表面粗糙度的控制方法和确保方法,同时练习确保配合精度的方法。1、零件图纸零件1零件22.工艺...
阿凡达
2年前303

例:下面的主程序 O1000 在调用子程序 O9990 时,设置了 I、K 之值,子程序 O9990 可分别通过当前局部变量#8、#10 来访问主 程序的 I、K 之值。%1000G92 X0 Z...
阿凡达
2年前233

为了更深入地了解 HNC-21/22T 宏程序,这里给出一个利用小直线段逼近整园的数控加工程序:O1000G92 X0 Z0M98 P2 X-50 Z0 R50;宏程序调用,加工整圆M30O2; 加...
阿凡达
2年前249
图1为一典型车削零件图。编制该零件精加工程序,图中Ф85不加工。选用具有直线、圆弧插补功能的数控车床加工该零件。刀具布置图见图2所示。1)分析零件图纸,...
阿凡达
2年前393

零件如图所示。材料:45#钢,毛坯尺寸ф80×110。一、图纸分析1)加工内容:零件加工包括车端面、外圆、倒角、内锥面、圆弧、螺纹、退刀槽等。2)工件坐标系...
阿凡达
2年前217

01切削三要素1. 线速度Vc刀片每分钟在工件已加工面移动的长度。表示单位:m/min。切削过程中线速度的具体表现主要是主轴转速。换算公式为:S=VcX1000/3.14DD...
阿凡达
2年前187

如图1所示工件,毛坯为φ45㎜×120㎜棒材,材料为45钢,数控车削端面、外圆。1.根据零件图样要求、毛坯情况,确定工艺方案及加工路线1)对短轴类零件,轴心...
阿凡达
2年前198

如图所示螺纹特形轴,毛坯为φ58㎜×100㎜棒材,材料为45钢。数控车削前毛坯已粗车端面、钻好中心孔。1.根据零件图样要求、毛坯情况,确定工艺方案及加工路...
阿凡达
2年前237

一个典型零件的数控车削加工编程及工艺分析举例 包括车端面,外圆,倒角,圆弧,螺纹,槽等
1.图纸分析1)加工内容:此零件加工包括车端面,外圆,倒角,圆弧,螺纹,槽等。2)工件坐标系:该零件加工需调头,从图纸上尺寸标注分析应设置2个坐标系,2...
阿凡达
2年前289
