



在数控车床还未达到普及使用的条件下,一般应把毛坯件上过多的余量,特别是含有锻、铸硬皮层的余量安排在普通车床上加工。如必须用数控车床加工时,则要注意程序的灵活安排。安排一些子程序对余量过多的部位先作一定的切削加工。
①对大余量毛坯进行阶梯切削时的加工路线
图1所示为车削大余量工件的两种加工路线,图(a)是错误的阶梯切削路线,图(b)按1→5的顺序切削,每次切削所留余量相等,是正确的阶梯切削路线。因为在同样背吃刀量的条件下,按图(a)方式加工所剩的余量过多。
根据数控加工的特点,还可以放弃常用的阶梯车削法,改用依次从轴向和径向进刀、顺工件毛坯轮廓走刀的路线(如图2所示)
②分层切削时刀具的终止位置
当某表面的余量较多需分层多次走刀切削时,从第二刀开始就要注意防止走刀到终点时切削深度的猛增。
如图3所示,设以900主偏角刀分层车削外圆,合理的安排应是每一刀的切削终点依次提前一小段距离e(例如可取e=0.05㎜)。如果e=0,则每一刀都终止在同一轴向位置上,主切削刃就可能受到瞬时的重负荷冲击。当刀具的主偏角大于900,但仍然接近900时,也宜作出层层递退的安排,经验表明,这对延长粗加工刀具的寿命是有利的。
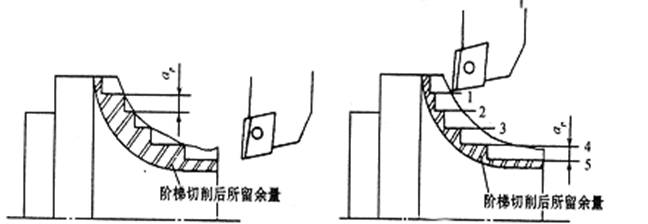
(a) (b)图1
车削大余量毛坯的阶梯路线
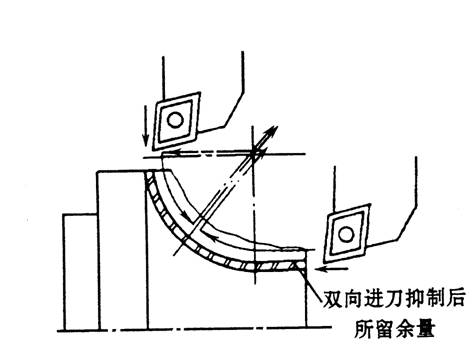
图2 双向进刀走刀路线
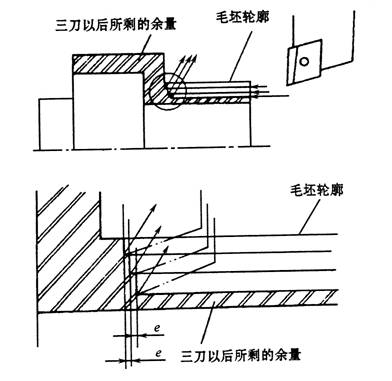
图3 分层切削时刀具的终止位置
