01
切削三要素
1. 线速度Vc
刀片每分钟在工件已加工面移动的长度。表示单位:m/min。切削过程中线速度的具体表现主要是主轴转速。
换算公式为:S=VcX1000/3.14D
D:被加工工件切削直径
2. 切削深度ap
待加工工件表面至已加工工件表面的距离,表示单位:mm。
3. 进给量F
工件每旋转一转,在切削方向上移动的距离,表示单位:mm/r。
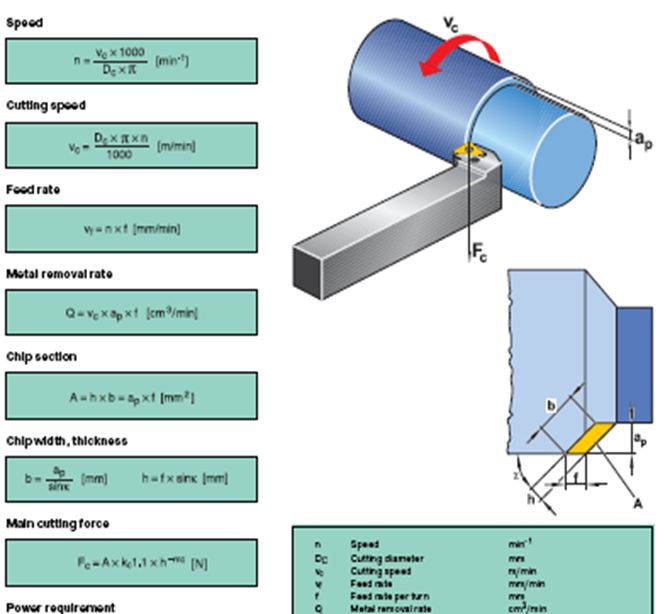
转速:
切削速度:
进给速度:

n —转速,r/min
Vc—切削速度,m/min
d —铣刀直径,mm
f —进给量,mm/r
Z---齿数
02
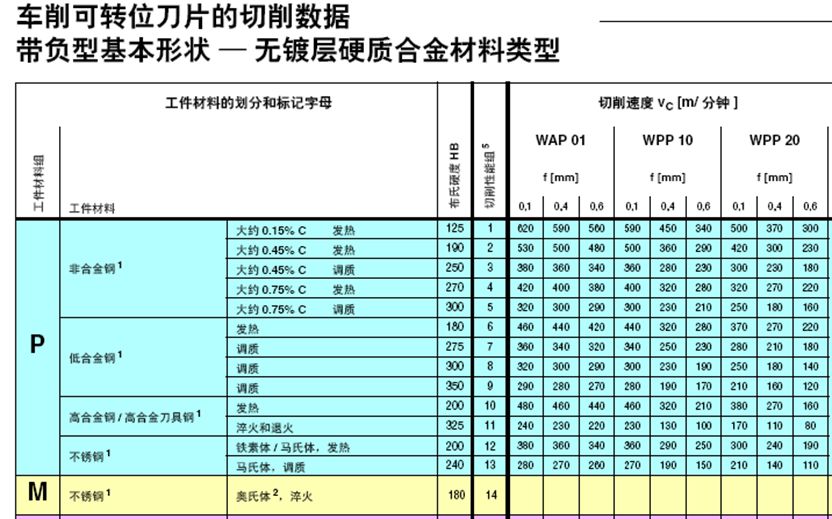
线速度的确定
刀片选定后,线速度可根据公司提供的简易刀具参数表进行初步确定:
03
切削速度Vc
1. 切削速度对刀具耐用度的影响很大,提高切削速度,可缩短加工时间,提高加工效率。但线速度过高,切削温度会上升,刀具耐用度也将大大缩短。每家公司的刀具使用寿命都有一个具体时间,一般按该公司样本规定的线速度加工时,每刃连续加工15-20分钟即到寿命。如果线速度高于样本规定线速度的20%,刀具寿命将降低为原来的1/2;如果提高到50%,刀具寿命将只有原来的1/5。
2. 低切削速度(切速20-40m/min)加工时,工件易产生振动,刀具耐用度亦低。
3. 同种材料硬度高,切削速度应下降;硬度低,切削速度应上升。
4. 切削速度提高,表面粗糙度好;切削速度下降,表面粗糙度差。
例:某上盖材质为45#钢,调质硬度HRC28-32。在加工M105X2的螺纹时采用的转速为800转,目前螺纹刀具的每个切削刃只能加工8-10件工件。
主要原因:线速度过高导致刀具寿命大幅度降低。目前刀具的线速度为Vc=3.14X800/1000=251.2米/分钟。如果按照45#钢非调制件进行加工,刀具线速度应该在180-200m/min,而调制到HRC28-32,线速度应降到120m/min左右加工较为合适。其中考虑到螺距较大、加工时的切削力较大所造成的影响。
04
切深ap
切深是根据工件的余量,形状,机床功率,刚度及刀具刚度确定。切深变化对刀具寿命影响很大。
1. 切深过大,切削力超过刀刃的承受力,从而产生崩刃,导致刀尖报废;
2. 切深过小,微切深时,刀具并没有进行正常切削,只是在工件表面刮擦,导致切削加工时产生硬化层,是刀具耐用度降低的原因,而且工件的表面粗糙度差;
3. 切削铸铁表面和黑皮表面层时,应该在机床功率允许的条件下,尽量增大切深,否则切削刃尖端就会因切削工件表面硬化层,而使切削刃发生崩刃,发生异常磨损。例如,对于一种热轧的D80圆钢件进行扒皮车削时,假设圆钢件由于椭圆导致最大外形尺寸和最小外形尺寸分别为82、78,此时第一刀切削深度必须小于78。刀尖由于一直保持连续加工,可以有效保证刀尖不崩刃,从而提高刀具的使用寿命。
4. 不同材质的工件或同一材质但热处理硬度不同的工件,加工时的切深会有所不同,要根据实际情况决定。
5. 经验有效切削刃长度:
C型刀片:2/3*刃长l
W型刀片:1/4*刃长l
V型刀片:1/4*刃长l
T型刀片:1/2*刃长l
D型刀片:1/2*刃长l
05
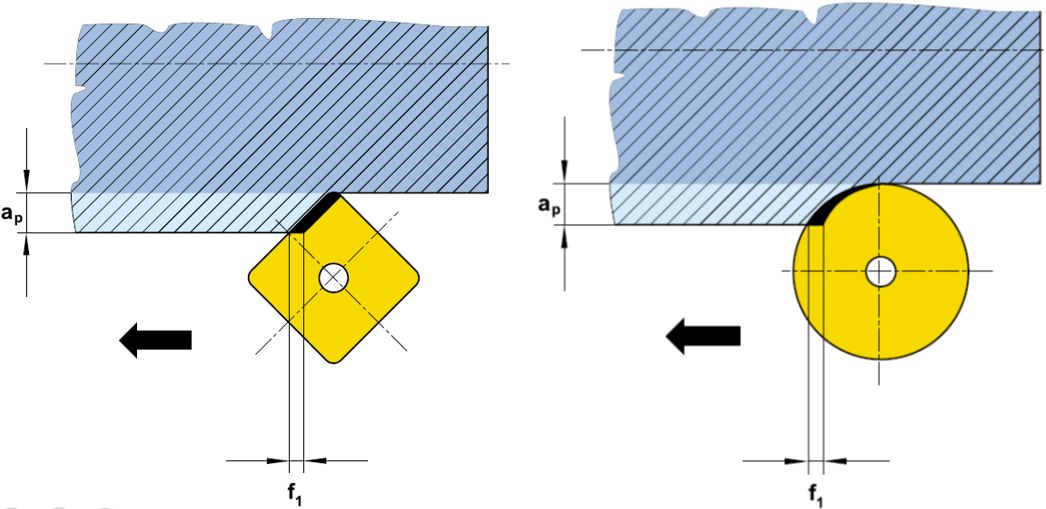
刀片形状与尺寸、切深

06
进给量
1. 在车削过程中工件每转一转,车刀前进的量即进给量。
2. 进给量与加工表面粗糙度有很大的关系,通常按表面粗糙度要求确定进给
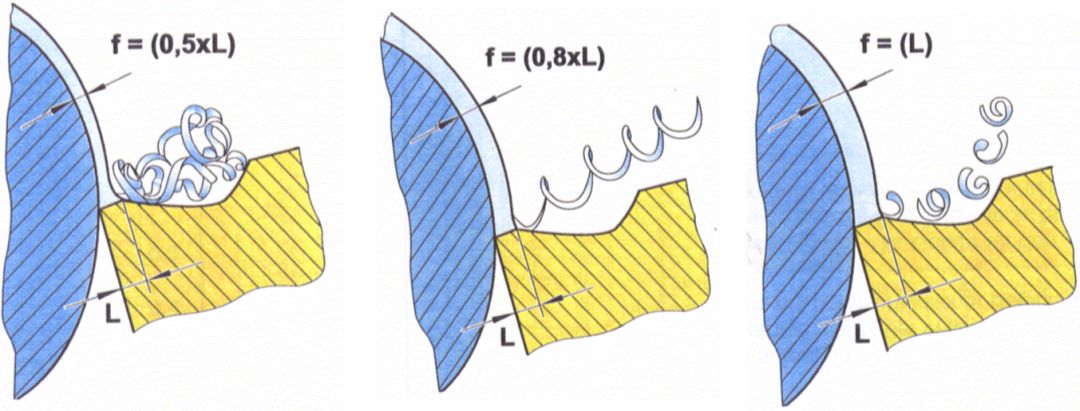
1)进给量应大于倒棱宽度,否则无法断屑,一般取倒棱宽度的两倍左右
2)进给量大,切屑层厚度增加,切削力增大
3)进给量大,相应需要较大的切削功率
3. 进给量的影响
1)进给量小,后面磨损大,刀具耐用度很快降低
2)进给量大,切削温度升高,后刀面磨损增大,但它对刀具耐用度的影响比切削速度小
3)进给量大,加工效率高
4)进给量在0.1-0.4之间,对后刀面的影响较小,视具体情况而定。经验公式f粗=0.5*刀尖半径
07
切削参数与断屑的关系
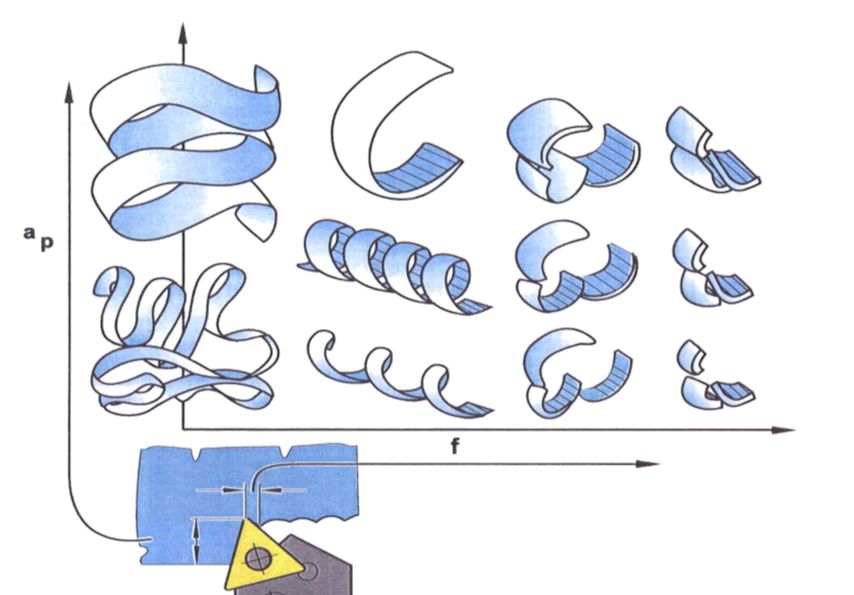
断屑与进给量、倒棱宽度的关系: