FANUC-0MC数控系统,该系统的主要特点是:轴控制功能强,其基本可控制轴数为X、Y、Z三轴,扩展后可联动控制轴数为四轴;编程代码通用性强,编程方便,可靠性高...
阿凡达
3年前239

在数控机床上加工零件时,切削用量都预先编入程序中,在正常加工情况下,人工不予改变。只有在试加工或出现异常情况时.才通过速率调节旋钮或电手轮调整切削...
阿凡达
3年前196

加工如图1所示螺纹孔的加工程序(设Z轴开始点距工作表面100mm处,切削深度为20mm)。①先用G81钻孔%0101N10 G91 G00 M03N20 C98 G81 X40.0 Y40.0 Z-22.0 R-9...
阿凡达
3年前237
1.数控铣削工序内容在数控铣削加工工艺分析中所确定的加工内容基础上,根据加工部位的性质、刀具使用情况以及现有的加工条件,将这些加工内容安排在一个或几...
阿凡达
3年前150
1.直线运动轴的命名一般用字母X、Y、Z来命名各个线性运动轴的运动方向。X轴:工作台的左/右运动Y轴:工作台的前/后运动Z轴:工作台的上/下运动2. 每一个线性...
互联网搬用工
2023-05-21450

C程序结构和内容一个NC程序或零件程序由一系列的描述数控机床刀具连续加工过程的NC程序段组成。有一个关于程序结构的标准是DIN 66025标准。这个程序也叫做“...
互联网搬用工
3年前293

例加工如图1所示的零件,取零件中心为编程零点,选用φ12键槽铣刀加工,用G65调用完成加工,宏程序用绝对坐标编程。图1宏程序编制实例1%1000;主程序G54 G90 ...
aishukong
3年前613

加工如图1所示的凸轮零件图。主要内容为:凸轮轮廓及槽铣削。工件以其底面和外圆作为定位基准,并进行压紧。工件坐标系原点设在工件中心上,对刀点设在φ14mm...
aishukong
3年前393
铣削编程实例(FANUC系统)N01 G90 G17 G00 G42 D01X50 Y70 S400 M03 M08;N02 Z-240N03 G01 X400 F250N04 X300 Y370N05 G03 X300 Y270 J-100N06 G02 X200 Y17...
aishukong
2023-05-21914

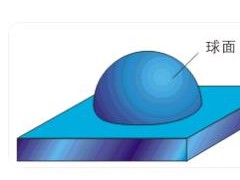
对于边界敞开的直纹曲面,加工时常采用球头刀进行“行切法”加工,即刀具与零件轮廓的切点轨迹是一行一行的,行间距按零件加工精度要求而确定,如图1所示的发...
aishukong
3年前346

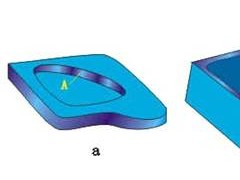
毛坯200㎜×100㎜×30㎜块料,要求铣出如图1所示的四棱台,工件材料为蜡块。具体加工工艺和装夹方法和其余各题一样,这里略。程序如下:(用于华中I型铣床)%...
阿凡达
3年前230

在常规的主程序和子程序内,总是将一个具体的数值赋给一个地址。为了使程序更具通用性、更加灵活,在宏程序中设置了变量,即将变量赋给一个地址。(1)变量的表...
aishukong
3年前371

1. 平面选择指令G17、G18、G19平面选择G17、G18、G19指令分别用来指定程序段中刀具的插补平面和刀具半径补偿平面。G17:选择XY平面;G18:选择ZX平面;G19:...
阿凡达
3年前868

指令格式:G90 G99 G73~G89 X__ Y__ Z__ R__ Q__ P__ F__ L__G90 G98 G73~G89 X__ Y__ Z__ R__ Q__ P__ F__ L__G91 G99 G73~G89 X__ Y__ Z__ R__ Q__ P__ F...
阿凡达
3年前174

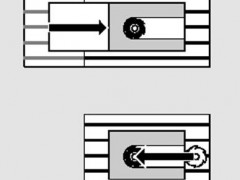
(1)高速深孔往复排屑钻G73指令指令格式:G73 X_ Y_ Z_ R_ Q_ F_孔加工动作如图4.24左图所示。G73指令用于深孔钻削,Z轴方向的间断进给有利于深孔加工过程中断...
互联网搬用工
3年前173
确定加工方案时,首先应根据主要表面的尺寸精度和表面粗糙度的要求,初步确定为达到这些要求所需要的加工方法,即精加工的方法,再确定从毛坯到最终成形的加...
aishukong
3年前358

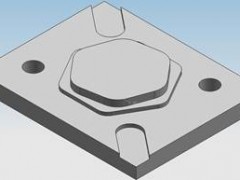
工艺过程卡名称模具零件加工工艺产品名称相机壳模具零件名称动模仁材料45钢尺 寸300×200×50件 数1件工序号工序 名称工 序 内 容 、要 求加 工 设 备工艺设...
互联网搬用工
3年前206

在数控加工中,刀具刀位点相对于工件运动的轨迹称为加工路线,它是编程的依据,直接影响加工质量和效率。在确定加工路线时要考虑下面几点:1)证零件的加工精...
阿凡达
3年前141

1、尽量选择通用夹具、组合夹具,能使零件一次装夹中完成全部加工面的加工,并尽可能使零件的定位基准与设计基准重合,以减少定位误差。一般在模具加工中采用...
阿凡达
3年前192

合理选择刀片硬质合金牌号的主要依据是被加工材料的性能和硬质合金的性能。一般选用铣刀时,可按刀具制造厂提供加工的材料及加工条件,来配备相应牌号的硬质...
互联网搬用工
3年前263
 数控加工 这八招解决加工中心刀具崩刃打刀难题,速速收藏!
数控加工 这八招解决加工中心刀具崩刃打刀难题,速速收藏!
2024-01-032148
2023-05-221523
2023-05-22715
2023-05-22414
2023-05-22433
2023-05-22503
2023-05-22431
2023-05-22420
2023-05-22372
2023-05-22396