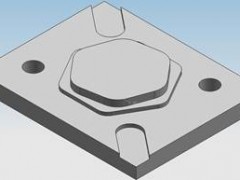
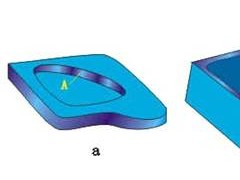
毛坯200㎜×100㎜×30㎜块料,要求铣出如图1所示的四棱台,工件材料为蜡块。
具体加工工艺和装夹方法和其余各题一样,这里略。
程序如下:(用于华中I型铣床)
%1978
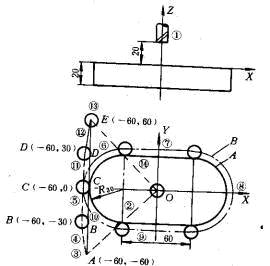
#10=100 ;底平面EF的长度,可根据加工要求任定
#0=#10/2 ;起刀点的横座标(动点)
#100=20 ;C点的横座标
#1=20 ;C点和G点的纵向距离
#11=70 ;FG的长度
#20=-#10/2 ;E点的横座标
#15=3 ;步长
#4=16 ;棱台高
#5=3 ;棱台底面相对于Z=0平面的高度
#6=20 ;C点的纵座标
G92 X0 Y0 Z[#4+#5+2] ;MDI对刀点Z向距毛坯上表面距离
G00 X0 Y0
G00 Z[#4+10] M03
G01 X[#0] Y[#11/2] Z[#5] ;到G点
WHILE #0 GE #20 ;铣棱台所在的凹槽
IF ABS[#0] LE #100
G01 Y[#1] F100
X0 Y0 Z[#4+#5]
X[#0] Y[-#1] Z[#5]
Y[-#11/2]
ENDIF
G01 Y[-#11/2] F100
#0=#0-#15
G01 X[#0]
IF ABS[#0] le #100
G01 Y[-#1]
X0 Y0 Z[#4+#5]
X[#0] Y[#1] Z[#5]
Y[#11/2]
ENDIF
G01 Y[#11/2]
#0=#0-#15
G01 X[#0]
ENDW
G01 Z[#4+20]
X0 Y0
X[#1] Y[#1] Z[#5]
WHILE ABS[#6] LE #1 ;铣棱台斜面
#6=#6-#15
G01 Y[#6]
X0 Y0 Z[#4+#5]
X[-#1] Y[-#6] Z[#5]
G01 Y[-#6+#15]
X0 Y0 Z[#4+#5]
X[#1] Y[#6] Z[#5]
ENDW
G00 Z[#4+20]
G00 X0 Y0
M05
M30