



在淬火压床的制造过程中,有三副相配合的大球面工件,如图6-2所示。外球面的材料为40Cr,淬火后硬度为HRC(52~58):内球面工件的材料为HT200,加工精度要求较高。为解决这一难题,选在可扳磨头的台式导轨磨床上进行磨削,获得成功。满足了工件的技术要求,为解决球面副的磨削加工提供了经验。
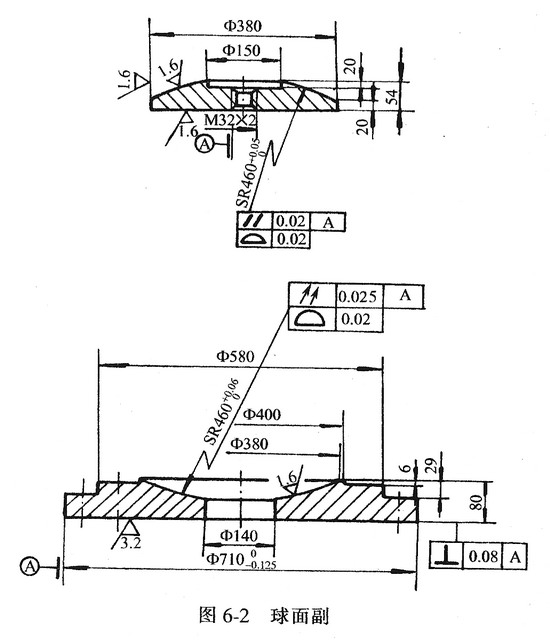
(1)磨削球面的工艺原理。球面是多个等直径圆在同一圆心上的立体组合,球体上任一截面都是一个圆。根据这一原理,利用两个旋转运动,即工件的旋转运动和砂轮旋转运动,并使它们的轴心线相交。再利用两个直线运动,来调整加工位置和进给方向,用砂轮去除余量,形成符合要求的球面。
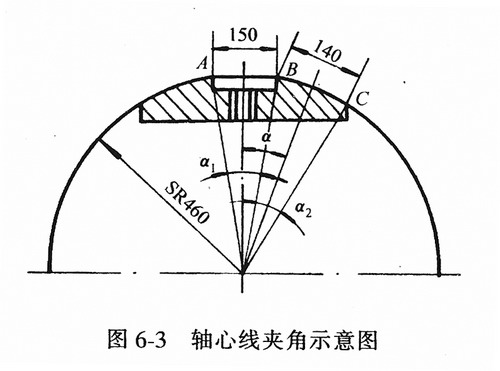
(2)磨削条件的选择及工艺计算。利用导轨磨床上立磨头能转角度的功能,调整砂轮主轴中心线与工件中心线的角度α,如图6—3所示,计算如下:
在△AOB中
∵sinα1/2=AB/2R=150/920=0.163,
∴α1/2=9°29′
在△BOC中,
∵sinα2/2=BC/2R=140/920=0.146
∴α2/2=8°23′
将铣床回转工作台放在台式导轨磨的矩形磁盘上,另配减速箱和电动机带动回转工作台旋转,使其完成圆周进给运动,其转速为4.5r/min,如图6—4所示。然后将工件安装在回转工作台上。

立磨头用BWl50×35×32WA36JV大气孔白刚玉砂轮,砂轮1-工作台;2-回转工作台;3-工件;4、5-齿轮;6-减速箱;7-电机。速度为vc=22.6m/s。制作一检查外球面精度的样板,为检查所要求的形状精度与尺寸精度。在磨削中,用样板检查后如达不到要求,可调整工作台的位置,以使球面符合要求。
磨削时,必须把磨头旋转中心与工件的旋转中心,调整到同一垂直平面内,这时砂轮磨出的刀纹呈网状形。如不是网状形,就要调整其横向位置。如用样板检查球面时,也会出现两种情况,就是球面大或小,就要调整工作台纵向位置来消除。
在磨球平面时,也用上述的方法对机床进行调整。检查的方法,是油外球面来配磨。

