



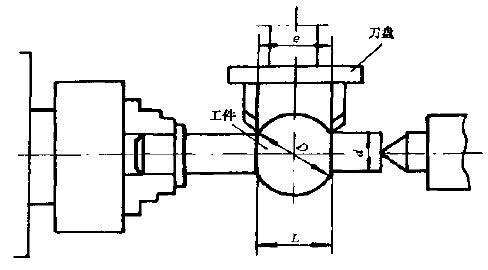
附图 铣削中间为球面的工件
球面的任意截面都是一个圆。在加工球面时,只要使铣刀和工件同时旋转,并且使铣刀的旋转中心线和工件旋转中心线相交于一点,铣刀在工件表面上所形成的轨迹包络面就是球面。
铣球面时,一般采用硬质合金铣刀进行高速铣削。在精加工时,为了获得较低的表面粗糙度,工件转速可控制在5~10r/min左右,铣削速度应在(150~200)m/min左右。工件一般安装在床分度头上,如附图所示。
工件安装好后,为了使铣刀的旋转中心线与工件的旋转中心线相交于工件球心,铣削前要对好中心。其方法与铣键槽时对中心相同。粗铣时,也可采用试铣法对中心,即在铣削中观察铣出的工件上刀痕,当铣出的刀纹均匀相交成网状时,铣刀的旋转中心和工件的旋转中心就基本上对正了。
调整铣刀刀尖的旋转直径e,使其等于或略小于L,并用下式计算:
e=√D2-d2
式中:
D——球面直径(mm);
d——圆柱部分直径(mm)。
铣刀调整好后,安装在主轴上。若采用卧铣,应当将工作台上下紧固,采用横向吃刀。采用立铣时,就应当把工作台横向和纵向固定,用升降工作台吃刀。






