



车削加工零件(图1),数控车床型号为CK6150,数控系统为Fanuc 0T-C,工件毛坯尺寸为Φ24X100,工件材料为45号钢。
要求:对工件进行工艺分析
确定工件装夹方案
确定加工顺序及进给路线
选择切削刀具
选择切削用量
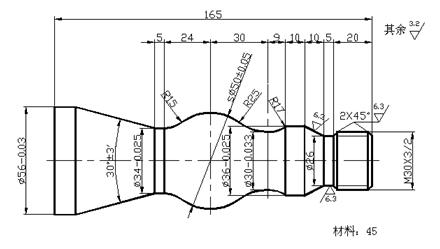
图1 轴类零件图
1. 工件的工艺分析
该零件表面由圆柱、圆锥、顺圆弧、逆圆弧以及螺纹等表面组成,零件图尺寸标注完整,加工要求明确,零件材料为45号钢,比较容易切削加工。
2. 工件装夹方案
设定零件的轴线为定位基准,以工件右端面与零件轴线的交点为工件坐标系的原点,左端采用三爪自定心卡盘定心夹紧。
3. 加工顺序及进给路线
加工顺序按由粗到精、由近到远的原则确定。先车削加工工件右端面后车削加工工件外圆,从右到左进行粗车(留0.3~0.2mm精车余量),然后从右到左进行精车,最后车削螺纹。CK6150数控车床Fanuc-0TC系统的循环指令能以设定的切削参数和进刀路线对零件表面轮廓进行粗、精加工(图2)。
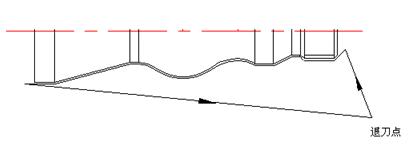
图2 车削加工路线
4. 选择切削刀具
选择切削刀具查表2-5-1至表2-5-8,车削零件端面和外圆时,粗车的刀具夹固系统采用压孔式2级,可转位刀片型号为VAMT120408RPF,刀片牌号为YB235;精车的刀具夹固系统采用压孔式5级,可转位刀片型号为VCGT120404RPF,刀片牌号为YB235;车削螺纹时刀具夹固系统采用压孔式5级,可转位刀片型号为TCGT120404RPF,刀片牌号为YB235。
5. 选择切削用量
吃刀深度:粗车时a p =3mm;精车时a p= 0.25mm
主轴转速:车削直线和圆弧轮廓时,根据零件材料与加工要求查表2-2-1,粗车切削速度Vc=90m/min,精车切削速度Vc=120m/min,按公式Vc=πdn/1000,计算粗车主轴转速n=500r/min,精车主轴转速n=1200r/min。车削螺纹主轴转速:按公式n≤1200/p-k,计算主轴转速n=320r/min。
进给速度:根据零件材料与加工要求查表2-2-2,粗车时进给速度f=0.4mm/r,精车时进给速度f=0.15mm/r, 经换算得进给速度:粗车Vf=200mm/min,精车Vf=180mm/min。根据图纸加工要求,螺纹车削进给速度f=3mm/r。






