



如果将电火花腐蚀加工的优点结合强力的HSC高速铣削工艺技术能够明显降低模具制造的加工工时。
Reihenklemmen是一种多功能塑料件,它有多种规格和型号。因此,模具制造商总是在尝试用这种模具制造时,能够对工艺技术进行改进和提高。迄今为止,这种模具一直都是用整个石墨电极通过电火花腐蚀加工来制造。整块的石墨电极有着与模具型腔完全相同的几何形状,因此这种石墨电极非常易碎,是一种大面积的切削加工。
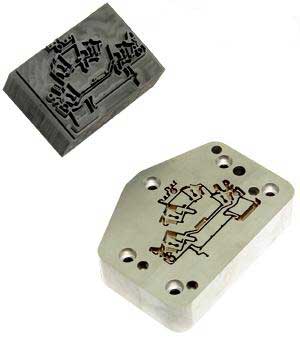
图1 电极、模腔,以及模具中的狭长槽的粗加工和精加工总时间为4h
而快速电火花腐蚀加工的前提是电极的下限尺寸符合加工工艺要求。而下限尺寸是按照电极使用后的最终面积确定的。若要利用电火花腐蚀加工技术制造在Z坐标方向上(深度方向)狭长的凹腔和大面积或大空间的型腔时,就需要在电火花腐蚀工艺中规定好一系列的石墨电极下限尺寸。若使用的不是工艺中规定的下限尺寸的电极,则腐蚀加工时间会增加6倍(见图1)。GF AgieCharmilles公司对此进行了一项可行性研究:模具的狭长筋板由电火花腐蚀加工而成;大面积的型腔则由高速电控铣削主轴来完成。这样,电火花腐蚀加工的面积由原来的2810mm2减少到了640mm2;石墨电极与型腔尺寸相匹配的下限尺寸数据也相应减少,从而可以快速的完成狭窄型腔的腐蚀加工。他们的试验是在Hyperspark 2 HS型电火花机床上进行的,使用的高速铣削设备是HSM 400U(见图2)。
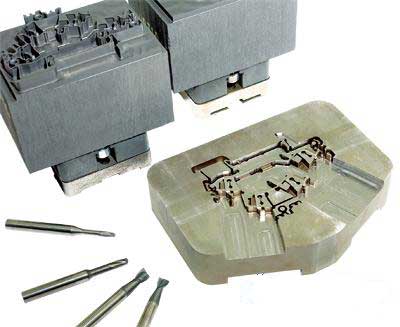
图2 电火花腐蚀加工后在HSM 400 U型高速铣削机床上加工的模具,直径在0.6~6mm的硬质合金铣刀,在35min的强力铣削下完成了型腔大面积的切削加工
对高速铣削提出的要求是留下的余量很小,铣削表面的粗糙度很高,铣削时间小于40min。而高速铣削实际使用的时间为35min。在采用电火花腐蚀结合高速铣削工艺技术后,整个Reihenklemme模具的生产时间缩短了很多。
在他们的新技术中还有许多能够给用户带来实惠的新技术:功能强大的、快速电火花特征分析电子部件,实时提供电火花腐蚀所需电流波形;直接进行匹配的发电机能够对电火花脉冲的能量进行调整,使电极在腐蚀方向上的损耗几乎为零;而且在多个电火花加工任务中都与使用的石墨材料种类无关。
以前由于粗加工电极的磨损,最后还需要用精加工电极进行最后的精加工。在采用了最新的AT-Hyperspark-iQ电火花腐蚀加工技术之后,可以根据具体的加工任务省略后续的精加工工序。但必须注意电极的下限尺寸,以保证最短的电火花腐蚀加工时间。
在工模具制造中,要使这种新型复合技术发挥到最佳,不得不指出的是长期以来对石墨电极的应用潜力还没有充分的发掘。在德国,使用铜质电极和石墨电极的比例大约为3:2,铜质电极占优。从技术角度来看,只有在加工硬质合金材料,表面粗糙度Ra<0.1μm的电火花抛光(镜面抛光)加工中才需要使用铜质电极。而石墨电极的用途更加广泛,它的热稳定性更好,无变形,可以快速并无毛刺的铣削成型。同时,还可以将几个石墨电极组合在一起,构成一个形状复杂的复合电极。






