



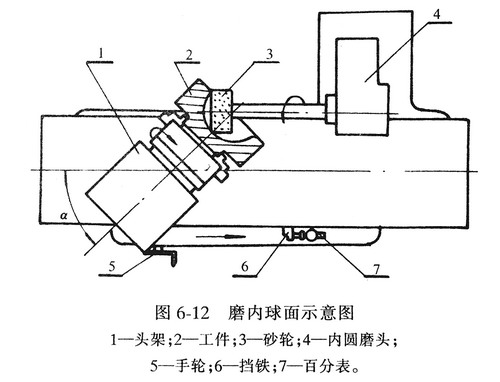
在万能外圆磨床上磨削内球面,如图6-12所示。磨削时,将工件安装在头架的三爪卡盘上,并用百分表找正,然后把头架扳转一个a角,再根据球面直径计算出所需砂轮的直径,把选定的砂轮安装在内圆磨头上,用金刚石笔将砂轮修整到所需要的尺寸,使砂轮的径向跳动量减小。然后再横向移动砂轮架,使砂轮轴心线与工件轴线交于球心。这时就可以开动机床,移动工件接近砂轮进行磨削。为了达到沿砂轮轴向的微量进给,可装一百分表7用挡铁6定位,转动纵向进给手轮,进行进给。
砂轮直径d0和头架应扳的a角计算:
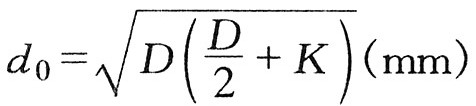
式中
d0——砂轮直径(mm);
D——球面直径(mm);
K——球面大于或小于半径时的高度。当工件球面大于半圆时为正值,小于半圆时为负值,等于半圆时为零。
a角的计算:
sina= d0/D
式中
a——头架应扳的角度(°);
d0——砂轮直径(mm);
D——球面直径(mm);
内球面(或外球面)的磨削应用杯形砂轮较好,修正容易,还可以避免法兰盘活螺丝钉碰到工件表面。磨头的接长轴尽可能刚性要好。磨削时,进给量要小些。

