
在铆接时,若采用手工敲铆法,不仅生产效率低、劳动强度大,而且加工质量也差。为了解决这些问题,就制作了如图11-2所示的工具,通过使用,用这种工具挤铆出的工件,质量非常好,球面粗糙度可达.Ral.6μm,生产效率比手工铆接可提高10倍以上。
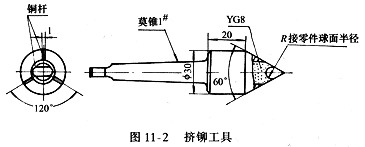
使用时,把工具安装在钻床主轴锥孔内,工件安装在台钻工作台上,校对相互位置后,钻床以(800~1000)r/min的速度,进行铆接。为了减少摩擦和提高表面质量,应进行润滑。



在铆接时,若采用手工敲铆法,不仅生产效率低、劳动强度大,而且加工质量也差。为了解决这些问题,就制作了如图11-2所示的工具,通过使用,用这种工具挤铆出的工件,质量非常好,球面粗糙度可达.Ral.6μm,生产效率比手工铆接可提高10倍以上。
使用时,把工具安装在钻床主轴锥孔内,工件安装在台钻工作台上,校对相互位置后,钻床以(800~1000)r/min的速度,进行铆接。为了减少摩擦和提高表面质量,应进行润滑。
aishukong共发布2946篇

2024-01-039004
2024-01-031124
2024-01-031135
2024-01-031042
 CNC数控 | 加工中心的刀具补偿详解
CNC数控 | 加工中心的刀具补偿详解
2024-01-032465
2024-01-031174
2024-01-031300
2023-06-201129
2015-09-022255
2015-09-022338




