生产中常遇到许多轴承瓦,其球面直径多在300mm以上。这些大轴承瓦的球面尺寸精度要求高,表面粗糙度要求低。为解决这一加工难题,采用在铣床上铣削和铣后在铣床上对球面表面进行滚压,球面表面的粗糙度可达Ra(0.8~0.4)μm,经过滚压后球面表层硬化,提高了耐磨性。
(1)球面的加工原理。在铣削球面时,只要使铣刀和工件同时旋转,并使铣刀的旋转中心和工件的旋转中心相交于一点,铣刀在工件上所形成的轨迹就是球面的一部分。只要工件旋转一周,工件表面就是球形面。
(2)工件的安装和铣刀旋转直径的选择。将如图4-17所示的工件和铣床用的圆工作台一起安装在铣床工作台上。用万向联轴节将圆工作台的传动轴与铣床光杠传动齿轮联接,通过铣床光杠的传动带动联轴节、圆工作台与工件相应转动,形成铣削时的进给运动。刀盘刀头的旋转直径,大于工件球面宽度B,一般为D=(B+10)mm左右。
(3)铣削方法。工件在圆工作台安装好后,必须用移动纵向和升降工作台的位置,使刀具的旋转中心和工件球面的中心相重合。可采用在工件上划线找正法与试切法来达到。切削用量在粗铣时,切削速度为(150~180)m/min,进给速度为(50~100)mm/min,切削深度为(2~4)mm;精铣时,为了降低已加工表面粗糙度,应采用较高的切削速度和较小的进给速度。一般选用的切削速度为(180~220)m/min,进给速度为(30~60)mm/min,切削深度小于0.5mm。此时,球面的粗糙度低于Ra3.2μm。
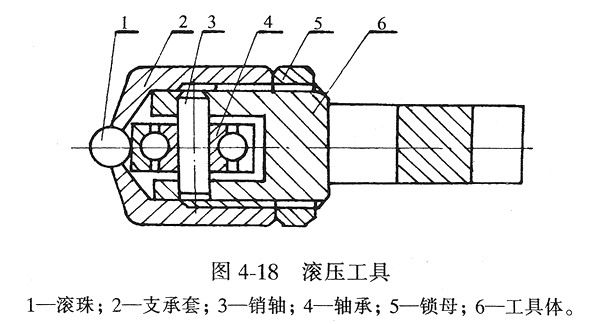
(4)滚压加工。滚压工具如图4-8所示,将它安装在铣刀盘上。滚压时,使滚压工具的圆球接触上球面后,再横进给(0.05~0.07)mm,使其对工件表面有一定压力,然后开动机床使滚压工具旋转和使圆工作台带动工件旋转,对工件表面进行滚压。在滚压的过程中,往球面表面上涂些润滑油,进行润滑。滚压时的速度为150m/min左右,进给速度为28mm/min。滚压后的球面表面粗糙度可达到Ra(0.8~0.4)μm。