



箱体上若干有相互位置精度要求的孔的组合,称为孔系。孔系可分为平行孔系、同轴孔系和交叉孔系(图1)。孔系加工是箱体加工的关键,根据箱体加工批量的不同和孔系精度要求的不同,孔系加工所用的方法也是不同的,现分别予以讨论。
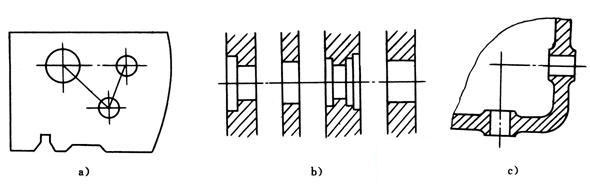
a)平行孔系 b)同轴孔系 c)交叉孔系
图1 孔系分类
1.平行孔系的加工
下面主要介绍如何保证平行孔系孔距精度的方法。
⑴找正法
找正法是在通用机床(镗床、铣床)上利用辅助工具来找正所要加工孔的正确位置的加工方法。这种找正法加工效率低,一般只适于单件小批生产。找正时除根据划线用试镗方法外,有时借用心轴量块或用样板找正,以提高找正精度。

a)第一工位 b)第二工位
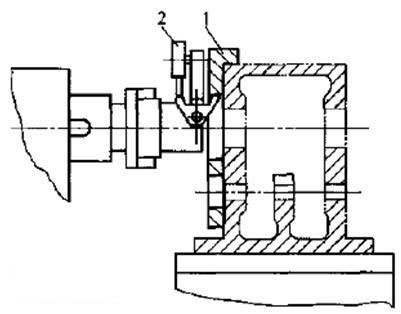
1—心轴 2—镗床主轴 3—块规 4—塞尺 5—镗床工作台
图2 用心轴和块规找正
图2所示为心轴和量块找正法。镗第一排孔时将心轴插入主轴孔内(或直接利用镗床主轴),然后根据孔和定位基准的距离组合一定尺寸的块规来校正主轴位置,校正时用塞尺测定块与心轴之间的间隙,以避免块规与心轴直接接触而损伤块规(图2a)。镗第二排孔时,分别在机床主轴和已加工孔中插入心轴,采用同样的方法来校正主轴轴线的位置,以保证孔心距的精度(图2b)。这种找正法其孔心距精度可达土0.03mm。
1-样板 2-百分表
图3 样板找正法镗孔
图3所示为样板找正法,用l0~20mm厚的钢板制成样板1,装在垂直于各孔的端面上(或固定于机床工作台上),样板上的孔距精度较箱体孔系的孔距精度高(一般 0.0l~ 0.03mm),样板上的孔径较工件的孔径大,以便于镗杆通过。样板上的孔径要求不高,但要有较高的形状精度和较小的表面粗糙度值,当样板准确地装到工件上后,在机床主轴上装一个干分表2,按样板找正机床主轴,找正后,即换上镗刀加工。此法加工孔系不易出差错,找正方便,孔距精度可达 0.05mm。这种样板的成本低,仅为镗模成本的1/7~1/9,单件小批生产中大型的箱体加工可用此法。
⑵镗模法
在成批生产中,广泛采用镗模加工孔系,如图4所示。工件5装夹在镗模上,镗杆4被支承在镗模的导套6里,导套的位置决定了镗杆的位置, 装在镗杆上的镗刀3将工件上相应的孔加工出来。

1—镗架支承 2—镗床主轴 3—镗刀 4—镗杆 5—工件 6—导套
图4 用镗模加工孔系
当用两个或两个以上的支承1来引导镗杆时,镗杆与机床主轴2必须浮动联接。当采用浮动联接时,机床精度对孔系加工精度影响很小,因而可以在精度较低的机床上加工出精度较高的孔系。孔距精度主要取决于镗模,一般可达 0.05mm。能加工公差等级IT7的孔,其表面粗糙度可达Ra5~1.25μm。当从一端加工、镗杆两端均有导向支承时,孔与孔之间的同轴度和平行度可达0.02~0.03mm;当分别由两端加工时,可达0.04~0.05mm。
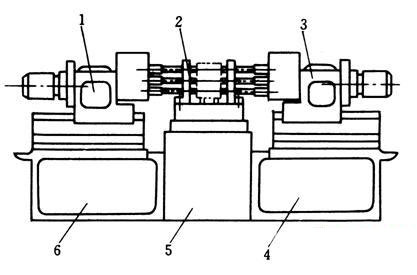
1—左动力头 2—镗模 3—右动力头 4、6—侧底座 5—中间底座
图5 在组合机床上用镗模加工孔系
用镗模法加工孔系,既可在通用机床上加工,也可在专用机床上或组合机床上加工,图5为在组合机床上用镗模加工孔系的示意图。
⑶坐标法
坐标法镗孔是在普通卧式镗床、坐标镗床或数控镗铣床等设备上,借助于精密测量装置,调整机床主轴与工件间在水平和垂直方向的相对位置,来保证孔心距精度的一种镗孔方法。
采用坐标法加工孔系时,要特别注意选择基准孔和镗孔顺序,否则,坐标尺寸累积误差会影响孔距精度。基准孔应尽量选择本身尺寸精度高、表面粗糙度值小的孔(一般为主轴孔),
这样在加工过程中,便于校验其坐标尺寸。孔心距精度要求较高的两孔应连在一起加工;加工时,应尽量使工作台朝同一方向移动,因为工作台多次往复,其间隙会产生误差,影响坐标精度。
现在国内外许多机床厂,已经直接用坐标镗床或加工中心机床来加工一般机床箱体。这样就可以加快生产周期,适应机械行业多品种小批量生产的需要。
2.同轴孔系的加工
成批生产中,箱体上同轴孔的同轴度几乎都由镗模来保证。单件小批生产中,其同轴度用下面几种方法来保证。
⑴利用已加工孔作支承导向
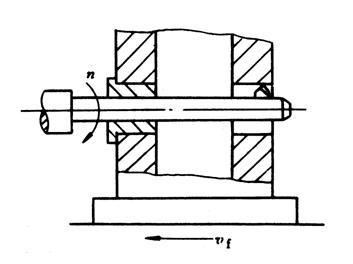
图6 利用已加工孔导向
如图6所示,当箱体前壁上的孔加工好后,在孔内装一导向套,以支承和引导镗杆加工后壁上的孔,从而保证两孔的同轴度要求。这种方法只适于加工箱壁较近的孔。
⑵利用镗床后立柱上的导向套支承导向
这种方法其镗杆系两端支承,刚性好。但此法调整麻烦,镗杆长,很笨重,故只适于单件小批生产中大型箱体的加工。
⑶采用调头镗
当箱体箱壁相距较远时,可采用调头镗。工件在一次装夹下,镗好一端孔后,将镗床工作台回转180°,调整工作台位置,使已加工孔与镗床主轴同轴,然后再加工另一端孔。
当箱体上有一较长并与所镗孔轴线有平行度要求的平面时,镗孔前应先用装在镗杆上的百分表对此平面进行校正(图7a),使其和镗杆轴线平行,校正后加工孔B,孔B加工后,回转工作台,并用镗杆上装的百分表沿此平面重新校正,这样就可保证工作台准确地回转180°,见图7b。然后再加工孔A,从而保证孔A、B同轴。

a)第一工位 b)第二工位
图7 调头镗孔时工件的校正






