


排屑钻孔循环(G83) FANUC 0-MD的G代码命令及举例
1. 格式G83 X_Y_Z_R_Q_F_K_;X_ Y_:孔位数据Z_:孔底的位置R_:加工初始位置Q_:每次切削进给的切削深度F_:切削进给速度K_:重复次数2. 功能G83 中间进给 孔底 快...
阿凡达
3年前216

1. 格式G82 X_Y_Z_R_P_F_K_;X_ Y_:孔位数据Z_:孔底的位置R_:加工初始位置P_:在孔底的暂停时间F_:切削进给速度K_:重复次数2. 功能G82 钻孔循环,反镗孔循环
阿凡达
3年前383

1. 格式G81 X_Y_Z_R_F_K_;X_ Y_:孔位数据Z_:孔底的位置R_:加工初始位置F_:切削进给速度K_:重复次数2. 功能G81 命令可用于一般的孔加工。
阿凡达
3年前230

取消固定循环进程 (G80) FANUC 0-MD的G代码命令及举例
1. 格式G80;2. 功能这个命令取消固定循环方式,机床回到执行正常操作状态。孔的加工数据,包括 R 点, Z 点等等,都被取消;但是移动速率命令会继续有效。(注...
阿凡达
3年前242

精镗孔循环(G76) FANUC 0-MD的G代码命令及举例
1. 格式G76 X__Y__Z__R__Q__P__F__K__X_ Y_:孔位数据Z_:孔底的位置R_:加工初始位置Q_:每次切削进给的切削深度P_:暂停时间F_:切削进给速度K_:重复次数2. 功能...
阿凡达
3年前378

选择机床坐标系 G53 FANUC 0-MD的G代码命令及举例
1. 格式( G90 ) G53 X_ Y_ Z_;2. 功能刀具根据这个命令执行快速移动到机床坐标系里的 X_Y_Z 位置。由于 G53 是 “一般” G 代码命令,仅仅在程序块里有 G53 ...
阿凡达
3年前432

刀具长度偏置 G43/G44/G49 FANUC 0-MD的G代码命令及举例
1.格式G43 Z_ H_;G44 Z_ H_;G49 Z_;2.偏置功能首先用一把铣刀作为基准刀,并且利用工件坐标系的Z轴,把它定位在工件表面上,其位置设置为Z0。(☼见G92:坐标...
阿凡达
3年前716
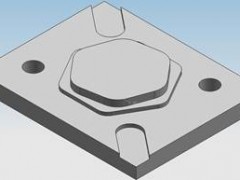
图1 加工任务图参考程序:(1)正六边形加工程序○0001;G90 G40 G21 G17 G94;G91 G28 Z0;G90 G54 M03 S400;G00 X0 Y55.0;Z5.0 M08;G01 Z-6. F60;G41 D...
aishukong
2023-05-22 13:04886

1、G92 --设置加工坐标系编程格式:G92 X~ Y~ Z~G92指令是将加工原点设定在相对于刀具起始点的某一空间点上。若程序格式为 G92 X a Y b Z c则将加工原点...
阿凡达
3年前274

例1:用宏程序和子程序功能顺序加工圆周等分孔。设圆心在O点,它在机床坐标系中的坐标为(X0,Y0),在半径为r的圆周上均匀地钻几个等分孔,起始角度为α,孔数...
阿凡达
3年前163

FANUC-0MC数控系统,该系统的主要特点是:轴控制功能强,其基本可控制轴数为X、Y、Z三轴,扩展后可联动控制轴数为四轴;编程代码通用性强,编程方便,可靠性高...
阿凡达
3年前228
铣削编程实例(FANUC系统)N01 G90 G17 G00 G42 D01X50 Y70 S400 M03 M08;N02 Z-240N03 G01 X400 F250N04 X300 Y370N05 G03 X300 Y270 J-100N06 G02 X200 Y17...
aishukong
2023-05-21 18:01907

在常规的主程序和子程序内,总是将一个具体的数值赋给一个地址。为了使程序更具通用性、更加灵活,在宏程序中设置了变量,即将变量赋给一个地址。(1)变量的表...
aishukong
3年前361
加工程序分为主程序和子程序,一般地,NC执行主程序的指令,但当执行到一条子程序调用指令时,NC转向执行子程序,在子程序中执行到返回指令时,再回到主程序...
aishukong
3年前617

数控车圆弧坐标点的计算和编程实例(附华中数控系统和FANUC系统代码对照)
坐标点X(直径)Z圆弧半径圆弧顺逆A00B60C30-24183D32-3182E32-40F45-4045-1000-100FUNAC数控车编程如下:O202N10 G50 X40 Z5(设立坐标系,定义对刀点的位置)N...
阿凡达
3年前372

G90外圆固定循环指令编程,如下图点画线代表毛坯。FUNAC数控车编程如下:O9004G50 X40 Z3(设立坐标系,定义对刀点的位置)M03 S400(主轴以400r/min旋转)G90 ...
阿凡达
3年前506

最简单的数车编程 编程起步必看(附FANUC与华中系统代码对照)
G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)坐标点X(直径)ZA00B300C30-48D64-58E84-73F84-1500-150FUNA...
阿凡达
2023-05-21 13:201214

如图所示,技术条件:该工件毛坏为ф26尼龙棒,要求六次循环加工完成,其中后五次的吃刀量为0.8mm(半径值),试编制其加工程序并加工。1、子程序的概念1)子...
阿凡达
3年前305
如图1所示的零件,其材料为45钢,零件的外形轮廓有直线、圆弧和螺纹。欲在某数控车床上进行精加工,编制精加工程序。图1车削零件示例1)依据图样要求,确定工...
阿凡达
3年前206
在CK7815型数控车床上对图1所示的零件进行精加工。图中φ85mm不加工,要求编制精加工程序。(一)首先根据图纸要求按先主后次的加工原则,确定工艺路线1)先从左...
阿凡达
3年前396
