*单一切削循环指令(G80、G81、G82 )
3)螺纹切削循环G82指令
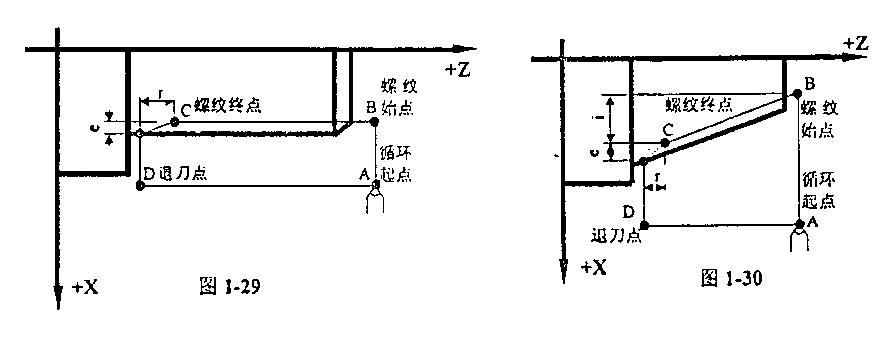
a 直螺纹切削循环
G82 X__Z__R__E__C__P__F__;
见图1一27所示,执行该指令可叨削锥螺纹和圆柱螺纹,并且刀具从循环起点A开始,经循环起点A→螺纹始点阶B→螺纹终点 C→退刀点D→循环起点A,四段轨迹,其中AB、DA两段按决速R移动,BC、CD两段按指令速度F移动其中X、Z: 在绝对指令时为螺纹终点 C 的坐标位:增量指令时为螺纹终点 C 相对循环起点 A 的移动距离。R、E:螺纹收尾长度在Z、X轴方向上的回退量,其为增量。省略时,表示不收尾。
C: 螺纹头数,取0.1或省略时,为单头螺纹。
P: 单头螺纹时,为主轴基脉冲处距离切削起点的主轴转角(缺省值为 0 ) ;多头螺纹时为相邻螺纹头的切削起改之间对应的主轴转角。
F: 为螺纹导程
b 螺纹切削循环
G82 X__Z__I__R__E__C__P__F
见图1一30所示,其中X、Y、R、E、C、P、F同上述一致,I为锥螺纹始点与锥螺纹终点的半径差,即f始—f终,
例如:(见图1—31)
%1031
N1 G55 G90 G00 X35 104 M03
N2 G82 X29.2 Z56 F1.5
N3 G82 X28.6 Z56 F1.5
N4 G82 X28.2 Z56 F1.5
N5 G82 X28.04 Z56 F1.5
N6 M05
N7 M30

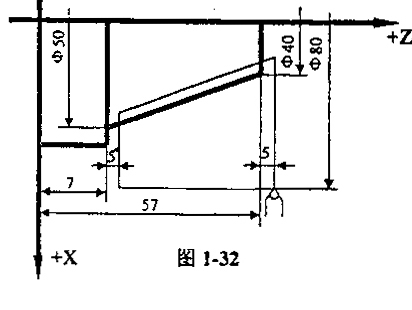
例如;(见图1—32)
%1032G92 X80 Z62
N1 M03
N2 G91 G82 X—31 9 Z—50 1—5 F2
N3 G82 X—32.5 Z—50 1—5 F2
N4 G82 X—33.1 Z—50 1—5 F2
N5 G82 X—33.5 Z—50 1—5 F2
N6 G82 X—33.6 Z—50 1—5 F2
N7 M05
N8 M30
螺纹螺距为2MM。分五次加工,吃刀深度分别为αp1=0.9,αp2=0.6,αp3=0.6,αp4=0.4,αp5=0.1