



直螺纹切削循环G82的轨迹动作。
程序段格式:
G82 X(U) Z(W) R E C P F
其中:C—螺纹头数,为0或1时切削单头螺纹;
P—单头螺纹时,为主轴基准脉冲处距离切削起始点的主轴转角(缺省值为0);多头螺纹切削时,为相邻螺纹头的切削起始点之间对应的主轴转角。
其余同G32。
锥螺纹切削循环G82的轨迹动作。
程序段格式:
G82 X(U) Z(W) I R E C P F
其中:I—螺纹起点B与螺纹终点C的半径差。其符号为差的符号(无论是绝对值编程还是增量值编程) ;
其余同直螺纹切削循环。
例:车削图1所示圆锥螺纹。螺距为3.5mm,螺纹大径为16mm,总背吃刀量为3mm,三次进给背吃刀量(半径值)均为1mm,进退刀段取![]() 1=3mm、
1=3mm、![]() 2=1.5mm,进刀方法为直进法。用G82指令编程。
2=1.5mm,进刀方法为直进法。用G82指令编程。
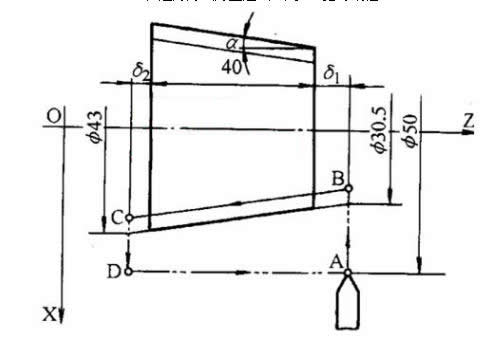
图1 圆锥螺纹加工
加工程序如下:(略)
