*复合循环切削指令(G71、G72、G73、G76)
运用这组G代码,只需指定精加工路线和粗加工的背吃刀量,系统会自动计算粗加工路线和加工次数。
1) 外径粗加工循环G71指令
G71U(△d)R(e)P(ns)Q(nf)x(△u)Z(△W)F(f)T(t)S(s)
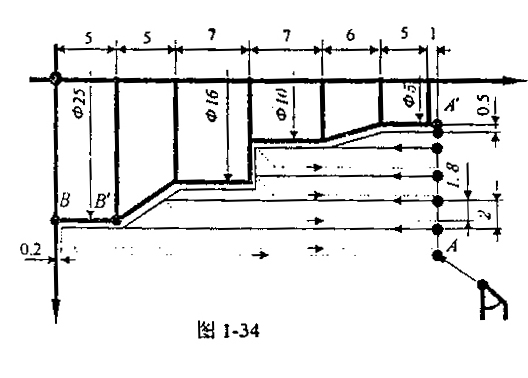
见图1-33所示,循环始点为A.假定在某段程序中指定了由A→A’→B的精加工路线,只要用此指令,就可实现切削深度△d(该量为半径值.无正负,方向由从,决定),退刀量为e的粗加工循环,x、Z轴方向保留的精加工余量为△u和△w ,ns为精加工路线的第一个程序段的顺序号,即图中从l段的顺序号;nf 为精加工路线的最后一个程序段的顺序号,即图中B’B段程序的顺序号。
例如:(见图1一34 )
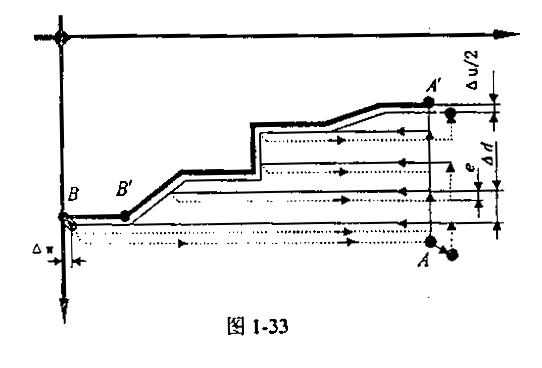
% 1034
N1 G92 X26 Z38
N2 G90 G00 X26 Z36
N3 G71 U2R1.8 P100 Q200 X1 Z0.2 F400
N100 G00 X5 Z36 F200
G01 X5 Z36 F200
G01 X5 Z30
X10 Z24
X10 Z17
X16 Z17
X16 Z17
X25 Z5
N200 X25 Z0
G00 X28 Z38
M30