


零件选定后,零件上的下列加工部位数适宜采用控铣削加工:① 由直线、圆弧、非圆曲线及列表曲线构成的内外轮廓;② 空间曲线或曲面;③ 形状虽然简单,但尺寸...
阿凡达
3年前226

一、数控铣床加工的对象数控铣床主要用于加工平面和曲面轮廓的零件,还可以加工复杂型面的零件,如凸轮、样板、模具、螺旋槽等。同时也可以对零件进行钻、扩...
阿凡达
3年前137

1.铣削是机械加工最常用的方法之一,它包括平面轮廓铣削和立体轮廓铣削。使用数控机床的目的在于:解决复杂的和难加工的工件的加工问题;把一些用普通机床可...
阿凡达
3年前143
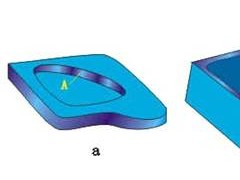
平面类零件是指加工面平行或垂直于水平面,以及加工面与水平面的夹角为一定值的零件,这类加工面可展开为平面。图1所示的三个零件均为平面类零件。其中,曲线...
阿凡达
2023-05-21 15:09394

铣刀齿数多,可提高生产效率,但受容屑空间、刀齿强度、机床功率及刚性等的限制,不同直径的铣刀的齿数均有相应规定。为满足不同用户的需要,同一直径的铣刀...
阿凡达
3年前171

加工余量指毛坯实体尺寸与零件(图纸)尺寸之差。加工余量的大小对零件的加工质量和制造的经济性有较大的影响。余量过大会浪费原材料及机械加工工时,增加机...
阿凡达
3年前205

铣刀直径的选用视产品及生产批量的不同差异较大,刀具直径的选用主要取决于设备的规格和工件的加工尺寸。1)平面铣刀选择平面铣刀直径时主要需考虑刀具所需功...
阿凡达
3年前206

在保证加工表面精度和表面粗糙度要求的前提下,尽可能提高加工效率。由于获得同一级精度及表面粗糙度的加工方法一般有许多,因而在实际选择时,要结合零件的...
阿凡达
3年前150

不同系列的可转位面铣刀有不同的最大切削深度。最大切削深度越大的刀具所用刀片的尺寸越大,价格也越高,因此从节约费用、降低成本的角度考虑,选择刀具时一...
阿凡达
3年前123

复合循环有三类,分别是内(外)径粗车复合循环G71,端面粗车复合循环G72,封闭轮廓复合循环G73。1、内(外)径粗车复合循环G71图1所示为内(外)径粗车复合循环G71...
阿凡达
3年前682

刀尖圆弧半径补偿及其补偿方向是由G40、G41、G42指令实现的。刀尖半径补偿指令的程序段格式为:G40(G41/G42) G01(G00) X Z FG40:取削刀尖圆弧半径补偿,也可...
阿凡达
3年前1412

本模块学习非圆二次曲线的车削加工方法,通过实例熟练掌握尺寸精度、形状位置公差和表面粗糙度的控制方法和确保方法,理解数控加工宏程序的编制方法。1、零件...
阿凡达
3年前577

数控车圆弧坐标点的计算和编程实例(附华中数控系统和FANUC系统代码对照)
坐标点X(直径)Z圆弧半径圆弧顺逆A00B60C30-24183D32-3182E32-40F45-4045-1000-100FUNAC数控车编程如下:O202N10 G50 X40 Z5(设立坐标系,定义对刀点的位置)N...
阿凡达
3年前372

G90外圆固定循环指令编程,如下图点画线代表毛坯。FUNAC数控车编程如下:O9004G50 X40 Z3(设立坐标系,定义对刀点的位置)M03 S400(主轴以400r/min旋转)G90 ...
阿凡达
3年前506

最简单的数车编程 编程起步必看(附FANUC与华中系统代码对照)
G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)坐标点X(直径)ZA00B300C30-48D64-58E84-73F84-1500-150FUNA...
阿凡达
2023-05-21 13:201214

%0076;螺纹切削复合循环 G76 宏程序实现源代码;调用本程序之前,必须转动主轴 M03 或 M04IF [AR[#0] EQ 0] ;如果没有定义刀尖角度 A 值M99 ;则返回ENDIFIF [A...
阿凡达
3年前406

%0073;封闭轮廓循环 G73 宏程序实现源代码;调用本程序之前,必须转动主轴 M03 或 M04 IF[AR[#22]EQ 0] OR[AR[#17]EQ 0] OR[AR[#20]EQ 0];如果没有定义切削深...
阿凡达
3年前358

%0072;端面粗车削复合循环 G72 宏程序实现源代码;调用本程序之前,必须转动主轴 M03 或 M04IF [AR[#22] EQ 0] OR [AR[#17] EQ 0] ;没有定义切削深度和退刀量M...
阿凡达
3年前344


