


复合循环有三类,分别是内(外)径粗车复合循环G71,端面粗车复合循环G72,封闭轮廓复合循环G73。1、内(外)径粗车复合循环G71图1所示为内(外)径粗车复合循环G71...
阿凡达
3年前675

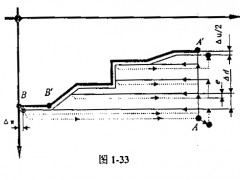
图1所示为封闭轮廓粗车复合循环G73的运动轨迹。程序段格式如下:G73 U(△i) W(△k)R(d) P(ns) Q(nf) X(△u) Z(△w) F S T△i—X轴方向粗车的总退刀量,半径值...
阿凡达
3年前298

指令格式:G76X(U)一Z(W)一I—K—D—F—A—图4—44所示为螺纹走刀路线及进刀法。其中X、Z、U、W、I的含义与G92中的含义相同,尺为I螺纹牙形高度(半径值)通常...
阿凡达
3年前1037

格式:G71U(△d)R(e)P(ns)Q(nf)x(△u)Z(△W)F(f)T(t)S(s)见图7-1所示,循环始点为A.假定在某段程序中指定了由A→A’→B的精加工路线,只要用...
阿凡达
3年前503

指令格式: G76 Pmra QΔdminRdG76 X(U)_ Z(W)_RiPkQΔdFf指令功能:该螺纹切削循环的工艺性比较合理,编程效率较高,螺纹切削循环路线及进刀方法如图3.40...
阿凡达
3年前336

指令格式: G73 UΔiWΔkRd G73PnsQnfUΔuWΔwFfSsTt指令功能:适合加工铸造、锻造成形的一类工件,见图3.31所示。指令说明:Δi表示X轴向总退刀量(半径值...
阿凡达
3年前285

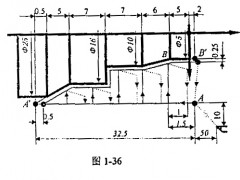
图G71外径复合循环编程实例例1:用外径粗加工复合循环编制如图所示零件的加工程序:要求循环起始点在A(46,3),切削深度为1.5mm(半径量)。退刀量为1mm,X方...
阿凡达
3年前346

指令格式:G70 PnsQnf指令功能:用G71、G72、G73指令粗加工完毕后,可用精加工循环指令,使刀具进行A-A`-B的精加工,(如以上例图)指令说明: ns表示指定精...
阿凡达
3年前292

指令格式: G72 WΔdRe G72PnsQnfUΔuWΔwFfSsTt指令功能:除切削是沿平行X轴方向进行外,该指令功能与G71相同,如图3.28所示。指令说明:Δd、e、ns、nf、Δu、...
阿凡达
3年前328

指令格式:G71 UΔd Re G71 PnsQnfUΔuWΔwFfSsTt指令功能:切除棒料毛坯大部分加工余量,切削是沿平行Z轴方向进行,如图3.27所示。A为循环起点,A-A'...
阿凡达
3年前309

一、如图,编写该零件加工程序并加工该零件。二、准备工作(一)工件与刀具装夹、对刀。(二)G73——成型加工复合循环指令(1)格式G73U(△i)W(△k)R(d)G73P(n...
阿凡达
3年前684
第十四课--复合循环切削指令外径粗加工复合循环 G71 指令
*复合循环切削指令(G71、G72、G73、G76)运用这组G代码,只需指定精加工路线和粗加工的背吃刀量,系统会自动计算粗加工路线和加工次数。1) 外径粗加工循环...
aishukong
2015-04-19 14:181214
*复合循环切削指令(G71、G72、G73、G76 )G72W(△d )R(e ) P ( ns ) Q ( nf ) X(△u ) Z(△W)F(f) T(t)S (s)见图1一35所示,该循环指令与G71指令的区别...
aishukong
2015-04-19 14:161449

螺纹切削复合循环( G76 ) G78C(m ) R ( r ) E ( e ) A ( a ) x ( u } Z ( w ) l ( I ) K ( k ) U ( d ) v (△dmin ) Q (△d ) P ( p ) F ( l )见图1-39 所...
aishukong
2015-04-19 14:131330
