



图1所示为封闭轮廓粗车复合循环G73的运动轨迹。
程序段格式如下:
G73 U(△i) W(△k)R(d) P(ns) Q(nf) X(△u) Z(△w) F S T
△i—X轴方向粗车的总退刀量,半径值;
△k—Z轴方向粗车的总退刀量;
d—粗车循环次数;
其余同G71。
在ns程序段可以有X、Z方向的移动。
G73适用于已初成形毛坯的粗加工。
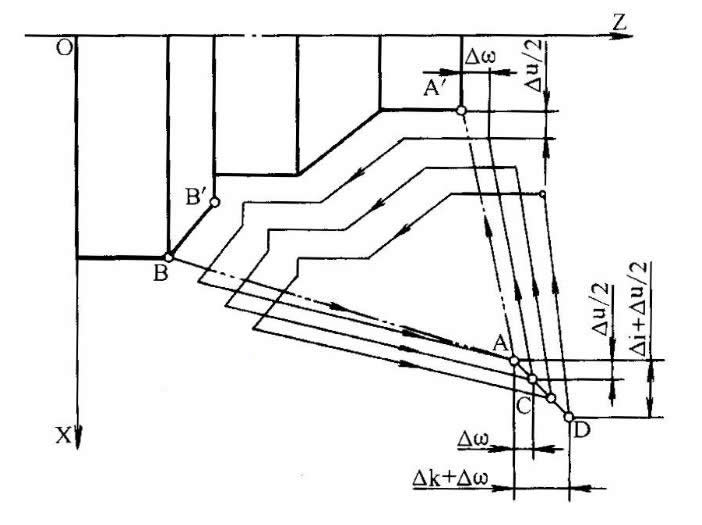
图1 封闭轮廓粗车复合循环G73
例:如图2所示工件。粗车分三次循环进给,每次背吃刀量为3mm,X、Z轴方向的精加工余量为0.3mm。
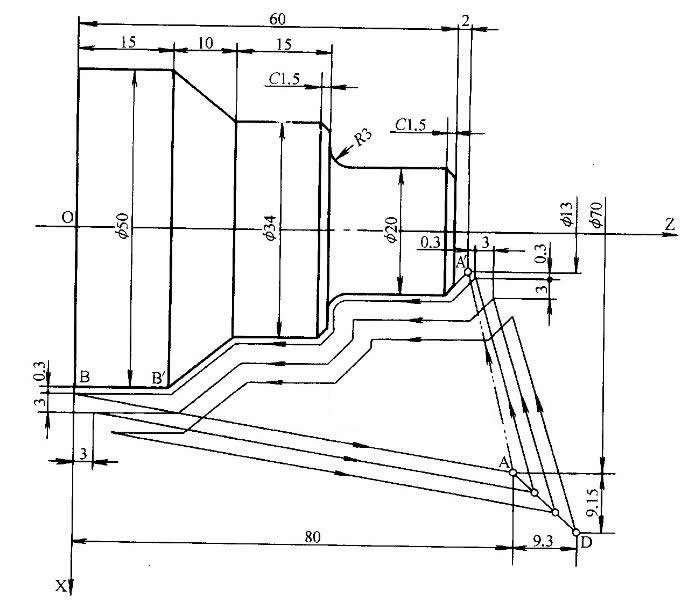
图2 G73指令编程实例
加工程序:(略)
