



由于数控机床集机、电、液、气等技术为一体,所以对它的维护要有科学的管理,有目的地制定出相应的规章制度。对维护过程中发现的故障隐患应及时清除,避免停机待修,从而延长设备平均无故障时间,增加机床的利用率。开展点检是数控机床维护的有效办法。
以点检为基础的设备维修.是日本在引进美国的预防维修制的基础上发展起来的一种点检管理制度。点检就是按有关维护文件的规定,对设备进行定点、定时的检查和维护。其优点是可以把出现的故随和性能的劣化消灭在萌芽状态,防止过修或欠修,缺点是定期点检工作量大。这种在设备运行阶段以点检为核心的现代维修管理体系,能达到降低故降率和维修费用,提高维修效率的目的。
我国自20世纪80年代初引进日本的设备点检定修制,把设备操作者、维修人员和技术管理人员有机地组织起来.按照规定的检查标准和技术要求,对设备可能出现问题的部位,定人、定点、定量、定期、定法地进行检查、维修和管理,保证了设备持续、稳定地运行,促进丁生产发展和经营效益的提高。
数控机床的点检,是开展状态监测和故障诊断工作的基础,主要包括下列内容:
(1) 定点 首先耍确定一台数控机床有多少个维护点,科学地分析这台设备,找准可能发生故障的部位。只要把这些维护点“看住”,有了故障就会及时发现。
(2) 定标 对每个维护点要逐个制订标准,例如间隙、温度、压力、流量、松紧度等等,都要有明确的数量标准,只要不超过规定标准就不算故障。
(3) 定期 多长时间检查一次,要定出检查周期。有的点可能每班要检查几次,有的点可能一个或几个月检查一次.要根据具体情况确定。
(4) 定项 每个维护点检查哪些项目也要有明确规定。每个点可能检查一项,也可能检查几项。
(5) 定人 由谁进行检查,是操作者、维修人员还是技术人员,应根据检查部位和技术精度要求,落实到人。
(6) 定法 怎样检查也要有规定,是人工观察还是用仪器测量,是采用普通仪器还是精密仪器。
(7) 检查 检查的环境、步骤要有规定,是在生产运行中检查还是停机检查,是解体检查还是不解体检查。
(8) 记录 检查要详细做记录,并按规定格式填写清楚。要填写检查数据及其与规定标准的差值、判定印象、处理意见,检查者要签名并注明检查时间。
(9) 处理 检查中间能处理和调整的要及时处理和调整,并将处理结果记人处理记录。没有能力或没有条件处理的,要及时报告有关人员,安排处理。但任何人、任何时间处理都要填写处理记录。
(10) 分析 检查记录和处理记录都要定期进行系统分析,找出薄弱“维护点”,即故障率高的点或损失大的环节,提出意见,交设计人员进行改进设计。
数控机床的点检可分为日常点检和专职点捡二个层次。日常点检负责对机床的一般部件进行点检,处理和检查机床在运行过程中出现的故障,由机床操作人员进行。专职点检负责对机床的关银部位和重要部件披周期进行重点点检和设备状态监测与故阵诊断,制定点检计划,做好诊断记录.分析维修结果,提出改善设备维护管理的建议,由专职维修人员进行。
数控机床的点检作为一项工作制度,必须认真执行并持之以桓,才能保证机床的正常运行。
从点检的要求和内容上看,点检可分为专职点检、日常点检和生产点检三个层次,数控机床点检维修过程示意图。
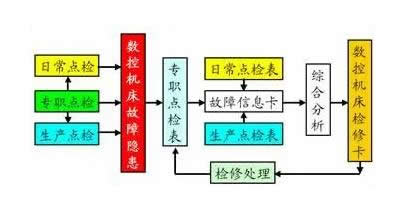
1.专职点检
负责对机床的关键部位和重要部位按周期进行重点点检和备状态监测与故障诊断定点检计划,做好诊断记录,分析维修结果,提出改善设备维护管理的建议。
2.日常点检
负责对机床的一般部位进行点检,处理和检查机床在运行过程中出现的故障。
3.生产点检
负责对生产运行中的数控机床进行点检,并负责润滑、紧固等工作。
点检作为一项工作制度必须认真执行并持之以恒,这样才能保证数控机床的正常运行。






