



电源不能接通故障维修实例
系统控制电源不能正常接通,这是数控机床维修过程中经常遇到的故障之一,维修时必须从电源回路上入手。
在早期的FANUC系统(如:FS6、FS11、FS0等)中,系统及I/O单元的电源一般采用FANUC电源单元A、B、B2等,这种形式的系统,为了对系统的电源通/断进行控制,一般都需要配套FANUC公司生产的“输入单元”模块(模块号:A14C-0061-B101~B104),通过相应的外部控制信号,进行数控系统、伺服驱动的电源通、断控制。
在FANUC 0等系统中,则比较多地采用输入单元与电源集成一体的电源控制模块FANUC AI,其输入单元的控制线路与电源电路均安装于同一模块中。
对于FANUC系统出现电源不能接通的故障,在维修过程中,如能完整地掌握FANUC输入单元的工作原理与性能,对数控机床的维修,特别是解决系统、伺服电源通/断回路的故障有很大的帮助。
FANUC输入单元的故障维修12例
图4-1~图4-3为FANUC输入单元模块(A14C-0061-B101~B104)的实测电气原理图,可以供维修参考。为了便于与实物对照、比较,图中各元器件的代号均采用了与实物一致的代号,而未采用国家标准规定的代号(下同)。FANUC AI电源单元中的电源接通/断开控制回路与FANUC输入单元相似,
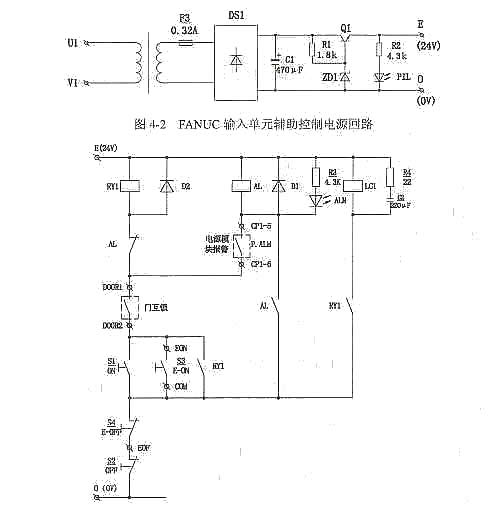
图4-3 FANUC输入单元ON/OFF控制电源回路
图4-1为输入单元的主回路,由图可见,外部电源经输入端子TPl的U、V、W端加入,其中的一路经接触器LC2、熔断器F4、F5、F6输出,作为伺服驱动器的电源。另一路经熔断器P1、F2、接触器LCl从端子TP3的200A、200B输出,作为数控系统的输入电源。输入单元本身的控制电源U1、V1亦来自熔断器F1、F2的输出端。
接触器LC2的线圈,直接连接于接触器LCl的主触点后,因此,伺服驱动器的电源接通必须在系统的输入电源已经接通(接触器LCl吸合)的情况下,才能正常接通。
图中的SKI、SK2为RC(0.1 μF/200Ω)吸收器,在线路中作为过电压保护与抗干扰器件。
图4-2为输入单元本身的辅助控制电源回路,U1、V1经变压器降压、DSl全波整流以及Ql、ZDl组成的稳压环节,为输入单元本身提供DC24V辅助电源。当DC24V电源正常后,发光二极管PIL正常发光。
图4-3为输入单元的电源通、断控制回路,它由中间继电器RYl、AL、接触器LCl等组成。线路中综合考虑了电柜门互锁、MDI/CRT单元上的电源ON/OFF控制、外部电源通/断(E-ON/E-OFF)控制、系统电源模块的报警(P.ALM信号)等多种条件,为用户使用提供了便利。
由图4-3可见,输入单元的电源通、断控制过程如下:
1) 通过系统MDI/CRT单元上的系统ON按钮S1或外部电源接通(E-ON)按钮S3,使RYl得电;
2) RYl的常开触点使LCl得电,图4-1中主回路系统电源(200A/200B)加入;
3) 通过LCl得电,200A/200B使LC2得电,图4-1中主回路的伺服驱动主回路电源(SU、SV、SW)加入。
在图4-3中,输入单元的电源接通条件如下:
1) 电柜门互锁(DOORl/DOOR2)触点闭合;
2) 外部电源切断E-OFF(S4)触点闭合;
3) MDI/CRT单元上的电源切断OFF按钮S2触点闭合;
4) 系统电源模块的无报警,P.ALM触点断开。
图4-1~图4-3中各主要元器件的型号、规格见表4-1,表中的数据为实物测绘数据,根据系统的不同,可能略有区别。
表4-1 FANUC输入单元主要元器件参数一览表
| 序号 | 图上代号 | 名 称 | 型号及参数 | 生产厂家 |
| 1 | LCl | 直流中间继电器 | MJ3C-DC24 (10A) 线圈电压:DC24V | OMRON |
| 2 | LC2 | 交流接触器 | PMC-3 (50A) 线圈电压:AC200V | FUJI |
| 3 | SKl、SK2 | 过电压抑制器 | DCR2-10D50 0.1 μF/200Ω | MARCON |
| 4 | Q1 | 晶体管 | 2SCl983 Vcc=60V, Ic=3A Pc=30W hfe≥200 | SANKEN |
| 5 | AL、RYl | 直流中间继电器 | MY4Z-DC24 (3A) 线圈电压:DC24V | OMRON |
| 6 | DSl | 全波整流桥 | S1RBA20 200V/30A | SHINDENGEN |
| 7 | ZDl | 稳压管 | 22EB4 Vz=22V P=400mW Iz=5mA | NEC |
| 8 | D1、D2 | 二极管 | IS953 VRM=35V I0=100mA | NEC |
| 9 | PIL | 发光二极管 | SEL301G If=40mA(绿) | SANKEN |
| 10 | ALM | 发光二极管 | SELl01W If=40mA(红) | SANKEN |
外部200V短路引起的故障维修
故障现象:某配套FANUC 6M的立式加工中心,在长期停用后首次开机,出现电源无法接通的故障。
分析及处理过程:对照以上原理图4-1,经测量电源输入单元TPl,输入U/V/W为200V正常,但检查U1、V1端无AC200V。由图4-1可见,其故障原因应为F1、F2熔断,经测量确认F1、F2已经熔断。进一步检查发现,输入单元的TP3上200A/200B间存在短路。为了区分故障部位,取下TP3上的200A、200B连线,进行再次测量,确认故障在输入单元的外部。检查线路发现200A、200B电缆绝缘破损。在更换电缆、熔断器F1、F2,排除短路故障后,机床恢复正常。
RC吸收器短路引起的故障维修
故障现象:一台配套FANUC-6M系统的立式加工中心,在加工过程中突然停电,再次开机后,系统电源无法正常接通。
分析及处理过程:对照以上原理图,检查机床电源输入单元,发现发光二极管PIL不亮,检查熔断器F1、F2已经熔断。通过测量,确认该机床的200A/200B间存在短路。
为了迅速判定故障部位,维修时断开了端子TP3的200A/200B的连接,再次测量发现短路现象依然存在,因此判定故障存在于输入单元内部。
对照原理图4-1,首先测量F1、F2的输出端U1、V1,确认无短路;因此,故障范围被缩小到SKl、SK2、LC2上。逐一检查以上各元器件,最终确认故障是由于RC吸收器SKl短路引起的。
取下SKl,并更换同规格(0.1μF/200Ω)RC吸收器后,故障排除,机床恢复正常工作。
“电源断开”信号引起的故障维修
故障现象:某配套FANUCllM的立式加工中心(自立型电柜),在车间进行日常维护后,系统电源无法接通。
分析及处理过程:经检查该机床电源输入单元的熔断器Fl~F6均正常;输入电源正确;发光二极管PIL正常发光,图4-2中的E/O端DC24V正常。但按下S1按钮,LCl/LC2均不吸合。对照图4-3进行线路测量、检查,发现电柜门互锁开关(触点DOORl/DOOR2)开路。进一步检查发现,电柜门开关中有一个开关损坏,经更换后,机床恢复正常。
类似故障:某配套FANUC 6M的立式加工中心,开机时发现系统电源无法正常接通。
分析及处理过程:对照原理图4-3,经上例同样检查,发现该机床输入单元的COM与EOF间开路。对照机床电气原理图检查发现,该机床在COM与EOF间加入了主轴驱动器报警触点,由于此触点断开,引起了系统电源无法加入。在排除主轴单元故障后,机床恢复正常。
ON/OFF信号不良引起的故障维修
故障现象:某配套FANUC llM的卧式加工中心,开机时发现系统电源无法正常接通。
分析及处理过程:经检查,输入单元的发光二极管PIL灯亮,但LCl/LC2未吸合。对照原理图4-3,测量发现图中MDI/CRT单元上的电源切断OFF按钮S2触点断开。进一步检查发现系统的OFF按钮(S2)连接脱落,重新接线后,机床恢复正常。
类似故障:某配套FANUC llM的卧式加工中心,开机时系统电源无法正常接通。
分析及处理过程:经检查输入单元中的发光二极管PIL灯亮,但按下MDI/CRT上的ON按钮(S1),LCl/LC2不吸合。对照原理图4-3,经测量发现0V与COM间、门互锁触点、AL触点均可靠闭合,+24V电源正常,但按下S1仍无法接通系统电源。由此初步判断其故障是由按钮S1故障或连接不良引起的。
维修时通过短接线,瞬间对EON-COM端进行了短接试验,CNC电源即接通。由此证明,故障原因在S1或S1的连接上。进一步检查发现,故障原因是S1损坏,经更换后,机床即恢复正常。
电源模块故障引起的故障维修
故障现象:某配套FANUC 6M的立式加工中心,开机时发现系统电源无法正常接通。
分析及处理过程:经检查,输入单元PIL灯与ALM灯均亮,由原理图4-3可知,引起故障的原因可能是来自CPl-5/6的+24V/±15V/+5V电源模块报警。当CPl-5/6接通后,由于中间继电器AL的吸合,使RY1互锁,RYl无法吸合。为了确认,维修时暂时断开了CPl-5、6间的连接,再次进行试验,ALM灯灭,CNC可以起动(CRT上显示报警),证明了故障原因。通过对电源单元进行必要的维修处理(有关电源单元的维修,参见本节后述),排除电源模块故障后,机床恢复正常。
偶然性过电流引起的故障维修
故障现象:某配套FANUC 6M的立式加工中心,开机时发现系统电源无法正常接通。
分析及处理过程:经检查,该机床输入单元的发光二极管PIL不亮,内部无DC24V电压,对照原理图4-2可知,可能的原因为Q1、DSl、C1与F3等元器件不良。
逐一检查以上元器件,发现输入单元的F3已经熔断,其他元器件均无故障。更换F3后开机试验,机床随即恢复正常,证明故障是偶然性的过电流引起的。
电源缺相引起的故障维修
故障现象:一台配套FANUC 6ME的立式加工中心,在机床加工时,出现快速运动过程中发生碰撞,引起机床的突然停机,再次开机后,系统显示ALM401,伺服驱动器主回路无法接通。
分析及处理过程:FANUC 6M系统出现ALM401报警的含义是伺服驱动器的“VRDY”信号断开,即:驱动器未准备好。根据伺服驱动系统的故障分析方法(详见本书第5章),检查3轴驱动器的主回路电源输入,发现只有V相有电压输入。
逐级测量主回路电源,最终发现输入单元的伺服主回路熔断器F4、 F6熔断,在确认驱动器无损坏的前提下,换上F4、F6后,机床恢复正常工作。
主轴电动机互锁引起的故障维修
故障现象:一台配置SIEMENS 6M系统的进口立式加工中心,开机调试时,发现系统电源无法正常接通。
分析及处理过程:SIEMENS 6M系统是SIEMENS与FANUC公司合作生产的产品,系统除采用S5-130WB PLC代替FANUC 6M的连接单元外,其余部分与FS 6M完全相同。
根据输入单元的原理图4-3进行分析测量,确认故障原因为输入控制电路的外部电源切断触点COM-EOF间开路所至。
对照机床电气控制原理图分析,检查该机床外部电源切断触点的闭合条件,发现其中的直流主轴电动机励磁回路的欠电流继电器动作,导致了COM-EOF断开。排除主电动机故障后,触点闭合,再次起动机床,电源正常接通。
PLC未运行引起的故障维修
故障现象:一台配置SIEMENS 6M系统的进口立式加工中心,机床到厂后第一次开机,发现系统的电源无法正常接通。
分析及处理过程:系统同上例,根据输入单元的原理图分析测量,确认故障原因为输入单元的ON/OFF控制电路的外部触点COM-EOF开路。对照机床电气控制原理图分析、检查,发现COM-EOF触点闭合条件中包括了PLC (S5-130WB)的输出信号,作为系统起动的互锁条件,由于此信号无输出,引起了触点的断开。
进一步检查PLC,发现该PLC中的运行开关在出厂时被置于“STOP”位,整个PLC未正常运行,根据PLC的说明,通过以下步骤重新启动PLC:
1)按住PLC的“Restart”键并保持,将PLC的运行开关拨至“RUN”位,PLC的“RUN”、 “STOP”灯同时亮;
2)在不松开“Restart”键的前提下,等待PLC的指示灯“RUN”灭,“STOP”亮;
3)松开“Restart”键,再次将PLC的运行开关拨至“STOP”,然后再拨至“RUN”:
4)PLC的“RUN”、“STOP”再次同时亮,等待数秒后,再次变成只有“STOP”亮:
5)第三次将PLC运行开关拨至“STOP”,然后再拨至“RUN”:
6)PLC的“RUN”、“STOP”第三次同时亮,等待数秒后,PLC上的“STOP”灯灭,“RUN”灯亮,PLC完成重新启动过程。
通过以上操作,PLC开始运行,互锁触点开始闭合,开机后,机床可以正常工作。
PLC互锁引起的故障维修
故障现象:一台配置SIEMENS 6M系统的进口立式加工中心,机床在程序试运行过程中,突然停机,再次开机时发现系统电源无法正常接通。
分析及处理过程:机床型号及系统规格同上例,经与上例同样的分析,确认故障是由于PLC输出互锁引起的。检查PLC工作正常,但操纵台上的“急停”指示灯不停地闪烁,表明机床进入了“急停”状态。进一步检查随机提供的PLC程序,发现“急停”指示灯不停闪烁的原因是由于工作台的超极限引起的。
在关机状态下,通过手摇X轴滚珠丝杠(机床上本身设计了紧急退出的手动装置),X轴退出限位后,重新起动机床,故障排除,机床恢复正常工作。
24V保护引起的故障维修
故障现象:一台配置SIEMENS 6M系统的进口立式加工中心,在夹具调试过程中突然停机,再次开机时,电源无法正常接通。
分析及处理过程:机床型号及系统规格上例,经过与上例同样的分析检查,确认故障原因是由于PLC的互锁触点动作引起的。在本例中,检查PLC处于正常运行状态;机床工作台未超程;但PLC互锁输出的中间继电器未吸合。进一步检查发现,PLC上的DC24V/2A输出模块中的全部输出指示灯均不亮,但其他输出模块(DC24V/0.5A)上的全部指示灯正常亮,由此判定故障原因是S5-130WB的DC24V/2A公共回路故障引起的。检查该模块的全部输出信号的公共外部电源DC24V为“0”,24V断路器跳闸。
进一步测量发现,夹具上的24V连接线碰机床外壳,导致了断路器的跳闸重新处理后,合上DC24V断路器,机床恢复正常工作。
PLC地址错误引起的故障维修
故障现象:一台配置SIEMENS 6M系统的进口立式加工中心,在用户使用时,发现电源无法正常接通。
分析及处理过程:机床型号及系统规格同例11,经分析检查,确认故障原因为PLC引起的互锁。在本例中,检查PLC输出,确认PLC的互锁信号无输出。对照PLC程序与机床电气原理图,逐一检查PLC程序中的逻辑条件,发现可能引起PLC互锁的条件均已满足,且PLC已正常运行,输出模块上的公共24V电源正常,排除了以上可能的原因。
为了确认故障部位,维修时取下PLC输出模块进行检查,经仔细检查,发现故障的原因是模块地址设定错误引起的。对于SIEMENS S5-130WB的输入、输出模块,需要通过设定端进行模块地址设定。
在本机床上,用户在机床出现其他故障时,曾调换过PLC的输出模块,但在调换时,未考虑到改变模块的地址设定,从而引起上述报警,恢复地址设定后,故障排除,机床可以正常起动。
维修体会与维修要点:
1)FANUC6/11等系统电源控制,由于采用了“输入单元”进行电源通/断控制,因此,其控制线路比直接电源加入型系统要复杂。通过测绘输入单元的电气原理图,再对照原理图进行维修是最有效、最可靠的方法。
2)由于输入单元的控制电压种类较多,在进行测量维修处理,特别是作“短接”试验时,必须十分谨慎,防止损坏控制元器件。
3)根据个人的维修经验,FANUC 6/11等系统的电源输入单元的元器件,除熔断器外,其他元器件损坏的几率非常小,维修时切勿轻易更换元器件。
4)在某些机床上,由于机床互锁的需要,使用了外部电源切断信号,这时应根据机床电气原理图,综合分析故障原因,排除外部电源切断的因素,才能起动。






