



中间继电器不良引起的故障维修
故障现象:某配套YASKAWA J50L的数控车床,开机时系统显示器亮,但伺服驱动主电源无法正常接通。
分析及处理过程:YASKAWA J50M/L系列数控系统,是日本安川公司20世纪90年代中期在该公司MX3系统基础上开发的小型化、精简型控制系统,其最大控制轴数为4轴,可采用CRT或液晶显示器。系统硬件采用了大规模集成电路、16位CPU,CNC与PLC集成一体化;软件功能与FANUC 0系统相近。由于系统体积小(仅为MX3的1/3),可靠性高,通过与该公司生产的∑系列交流伺服驱动配套使用,可以获得较高的性能价格比,在中小型、普及型数控机床上,有一定数量的应用,J50系列产品中的J50M用于数控镗、铣、磨床或加工中心,J50L用于数控车床。
该产品在国内由大连大森公司引进生产,产品型号为R2J50,近年来在国内市场上取得了较大的份额,产品在普及型机床上应用较广。
本机床中的故障现象为电源无法正常接通,因此,其故障维修应从系统的电源输入回路进行分析、处理。
YASKAWA J50M/L数控系统的电源单元功能与FANUC AI电源单元类似,采用了输入单元与电源模块一体化结构形式。系统电源接通可以通过系统操作面板的电源ON/OFF开关或外部系统ON/OFF开关进行控制。J50M/L系统与电源接通/断开有关的信号以及系统生产厂家推荐的ON/OFF
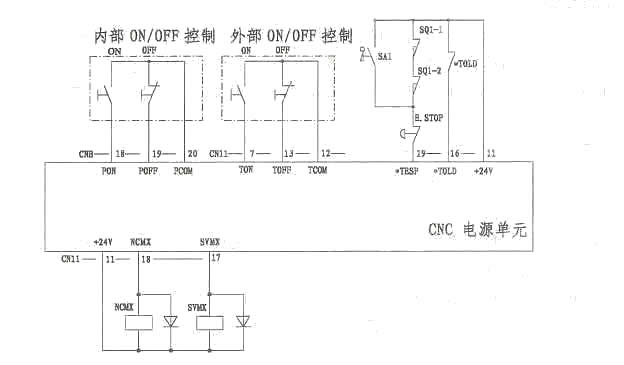
图4-7 J50系统ON/OFF控制线路图
控制线路图如图4-7所示。
图中各元器件的含义如下:
PON:系统MDI/CRT操作面板上的CNC ON按钮(系统内部ON信号);
POFF:系统MDI/CRT操作面板上的CNC OFF按钮(系统内部OFF信号);
TON:来自机床侧的CNC ON按钮(外部ON信号);
TOFF:来自机床侧的CNC OFF按钮(外部OFF信号);
NCMX:系统电源单元的内部各电源工作正常时的输出信号:
SVMX:系统电源单元的内部工作正常,伺服允许接通的输出信号:
*TESP:来自机床侧的CNC急停输入信号;
*TOLD:来自机床侧的外部过载输入信号。
电源单元AC200V加入后,系统电源接通控制的步骤如下:
1)按下操作面板的内部CNC ON按钮,起动系统,CRT显示报警ALM310,表明系统电源已经接通。
2)系统电源单元的输出信号NCMX接通;NCMX触点一般用于接通伺服驱动器的控制回路电源(图中未画出)。
3)再次按下操作面板的内部CNC ON按钮,系统电源单元的输出信号SVMX接通。
4)通过SVMX触点接通伺服驱动器的主回路(图中未画出),此时,若CNC与伺服驱动器无故障,系统的起动过程结束。
电源的断开过程如下:
1)按下操作面板的内部CNC OFF按钮,输出信号NCMX、SVMX均断开。
2)若来自机床侧的CNC急停输入信号*TESP断开,则输出信号SVMX断开,切断伺服主回路电源。
当系统采用外部电源ON/OFF控制时,其电源接通控制的步骤同上。内部/外部电源通断控制的选择通过系统主板PC50上的SW2、SW3选择开关进行,通过SW2、SW3的设置可以选择使用内部电源ON/OFF控制、外部电源ON/OFF控制或同时使用内部/外部电源ON/OFF控制这三种不同的控制形式。
在本例的机床上,采用的是以上标准的电源ON/OFF控制线路。根据故障现象分析,由于CNC已经正常接通,而伺服主回路未接通,因此故障原因应在系统电源单元的外部。进一步检查发现,该机床NCMX输出中间继电器脱落,重新安装后,故障排除,机床电源正常起动。
ON/OFF信号引起的故障维修
故障现象:某配套YASKAWA J50L的数控车床,开机时系统电源与伺服驱动电源均无法正常接通。
分析及处理过程:经检查该机床的系统电源单元AC200V输入电压正常,但按系统操作面板上的ON/OFF按钮,无法接通系统电源。
根据上例同样的分析,可以初步判定故障原因在系统内部的ON/OFF控制回路。进一步检查发现,该机床操作面板上的NC OFF按钮连接插头脱落,重新连接后,故障排除,系统电源正常起动。
时间继电器损坏引起的故障维修
故障现象:某配套YASKAWA J50L的数控磨床,开机时系统电源接通,但伺服驱动主电源无法正常接通。
分析及处理过程:经检查,该机床的系统电源单元AC200V输入电压正常,但按系统操作面板上的ON/OFF按钮,无法接通系统电源。
对照机床电气原理图,发现该机床的电源ON/OFF线路设计较完善,经简化后的CNC电源控制回路如图4-8、图4-9所示。
图中各元器件的作用如下:
1)SQl-1、SQl-2为机床工作台超程限位开关。
2)QFl、QF2、QF3分别为机床的伺服主回路、液压电动机、主轴系统过载保护开关。
3)SAl为机床工作台超程限位取消开关。
4)KM4为伺服主回路接触器。
图4-9 电源单元控制线路图
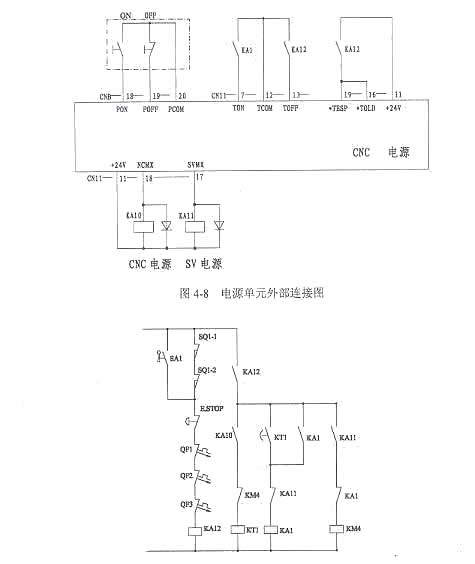
由图可见,该机床同时使用了内部/外部电源ON/OFF控制,而且通过时间继电器KTl的延时动作,自动实现了系统原来所需要的二次按CNC ON的动作。根据原理图可知,其电源接通动作步骤如下:
1)在图4-8中,按下操作面板的内部CNC ON按钮,系统电源单元的输出信号NCMX使中间继电器KAl0接通。
2)在图4-9中,KAl0触点使时间继电器KTl接通,并进行延时。
3)KTl的延时时间到,延时触点接通,使得中间继电器KAl接通。
4)KAl常开触点又接通了图4-8中的电源单元的外部CNC ON信号TON。
5)由于电源单元的外部CNC ON被接通,相当于系统加入了第二次CNC ON信号,从而使得系统电源单元的输出信号SVMX接通KAl1。
6)KAll的常闭触点断开图4-9中的中间继电器KAl,电源单元的外部CNCON信号被TON断开,使图4-8中与TON连接的常开触点KAl实际上起到了按钮的作用。
7)在图4-9中,KAll的常开触点同时接通接触器KM4,伺服驱动器主回路接通。
8)接触器KM4的常闭触点断开时间继电器KTl,完成电源加入动作。
9)在机床工作台超程时,在图4-9中,KAl2失电,通过KAl2的常开触点,使图4-8中的急停输入信号*TESP、外部电源OFF信号TOFF同时断开,切断系统电源与伺服回路电源输入。
从以上分析可知,本机床在按下系统操作面板CNC ON按钮后,系统电源正常加入,但伺服主回路未得电,因此故障原因在第二次加入CNC ON信号回路上。为了验证,维修时在系统接通后,若再次按下系统操作面板CNC ON按钮,伺服主回路被接通,由此确认,机床故障原因在第二次加入CNC ON信号控制回路上。
进一步检查发现,该机床的时间继电器损坏,更换时间继电器后,机床恢复正常。
外部互锁引起的故障维修
故障现象:机床同上例,该机床在自动加工过程中,突然出现系统断电,再次开机后,电源无法接通。
分析及处理过程:根据故障现象,测量机床电源模块的输入AC200V正常,但按下面板上的NC-ON按钮,图4-8中的KAl0、KAll均不动作,由此可以判定故障可能的外部原因是电源单元的TOFF触点断开或*TESP信号断开;内部原因是电源模块不良。
检查机床的强电控制回路,发现开机后KAl2未吸合,逐一测量图4-9中的与KAl2线圈串联的触点,最终发现故障是由于液压泵过载(QF2跳闸)引起的。排除液压系统的故障,伞上QF2后重新开机,机床恢复正常工作。
超程引起的故障维修
故障现象:机床同上例,该机床在X轴执行回参考点的过程中,突然出现系统断电,再次起动后系统电源无法正常接通。
分析及处理过程:故障分析过程同上,在本例中,经检查确认,电源无法接通的原因是由于工作台的“超程”引起的KAl2断开。
合上图4-9中的“超程解除”开关SAl,机床恢复正常起动,退出“超程保护”后检查,发现故障原因是由于“参考点减速”挡铁安装存在松动,使参考点位置发生了偏移,导致了机床“超程”。重新固定挡铁后,机床恢复正常。






