如图1为升降台铣床的支承套,零件材料为45钢,无热处理和硬度要求。分析其数控加工工艺。
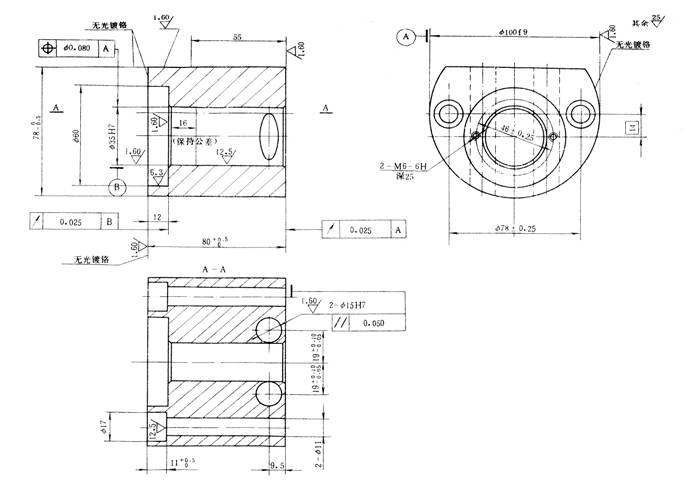
图1 支承套简图
1)零件图工艺分析
为便于定位装夹,Φ100f9外圆、80 ![]() 尺寸两面、78
尺寸两面、78 ![]() 尺寸上面均在前面工序中用普通机床完成。数控加工的主要内容是:2-Φ15H7孔,Φ35H7孔、Φ60×12窝,2-Φ11×Φ17、2-M6-6H螺孔。
尺寸上面均在前面工序中用普通机床完成。数控加工的主要内容是:2-Φ15H7孔,Φ35H7孔、Φ60×12窝,2-Φ11×Φ17、2-M6-6H螺孔。
2)选择设备
根据被加工零件的外形和材料等条件,选用的卧式加工中心,其主要参数是:
工作台尺寸:400㎜×Φ400㎜、工作台左右行程(X轴)500㎜、工作台前后行程(Z轴)400㎜,主轴箱上下行程(Y轴)400㎜,主轴中心线至工作台面距离100~500㎜,主轴端面至工作台中心线距离150~500㎜,主轴锥孔BT-40,刀库容量30把。
3)确定零件的定位基准和装夹方式
工件以Φ100f9外圆、80 ![]() 尺寸左端面定位。
尺寸左端面定位。
4)工件坐标系设定
B00、G54、X0、Y0设在Φ35H7孔中心上,Z0设在80 ![]() 尺寸左面。
尺寸左面。
B900、G55、X0设在80 ![]() 尺寸左面。Y0设在Φ35H7孔中心上,Z0设在78
尺寸左面。Y0设在Φ35H7孔中心上,Z0设在78 ![]() 尺寸上面。
尺寸上面。
5)确定加工顺序及进给路线(分析略)
6)刀具选择
将所选定的刀具参数填入表1支承套数控加工刀具卡片中。
表1 数控加工刀具卡片
| 产品名称或代号 | ××× | 零件名称 | 支承套 | 零件图号 | ××× | |||||||
| 序号 | 刀具号 | 刀具规格名称 (尺寸单位 ㎜) | 数量 | 加工表面 (尺寸单位 ㎜) | 备注 | |||||||
| 1 | T01 | 中心钻Ф3 | 1 | 钻Ф35H7孔、2-Ф17×Ф11中心孔、钻2-M6-6H螺孔中心孔、钻2-Ф15H7孔中心孔 | ||||||||
| 2 | T02 | 锥柄麻花钻Ф11 | 1 | 钻2-Ф11孔、2-M6-6H孔端倒角 | ||||||||
| 3 | T03 | 锥柄埋头钻17×11 | 1 | 锪2-Ф17 | ||||||||
| 4 | T04 | 粗镗刀Ф34 | 1 | 粗镗Ф35H7至Ф34 | ||||||||
| 5 | T05 | 合金立铣刀Ф32T | 1 | 粗铣Ф60×12至Ф59×11.5 | ||||||||
| 6 | T06 | 合金立铣刀Ф32T | 1 | 精铣Ф60×12 | ||||||||
| 7 | T07 | 镗刀Ф34.85 | 1 | 半精镗Ф35H7至Ф34.85 | ||||||||
| 8 | T08 | 直柄麻花钻Ф5 | 1 | 钻2-M6-6H底孔至Ф5 | ||||||||
| 9 | T09 | 机用丝锥、中锥M6 | 1 | 攻2-M6-6H螺纹 | ||||||||
| 10 | T10 | 套式铰刀35AH7 | 1 | 铰Ф35H7孔 | ||||||||
| 11 | T11 | 锥柄麻花钻Ф14 | 1 | 钻2-Ф15H7孔至Ф14 | ||||||||
| 12 | T12 | 锥柄端刃扩孔钻Ф14.85 | 1 | 扩2-Ф15H7孔至Ф14.85 | ||||||||
| 13 | T13 | 锥柄长刃铰刀Ф15AH7 | 1 | 铰Ф15H7孔 | ||||||||
| 14 | T14 | 锥柄麻花钻Ф31 | 1 | 钻Ф35H7孔至Ф31 | ||||||||
| 编制 | ××× | 审核 | ××× | 批准 | ××× | 共 页 | 第 页 | |||||
7)数控加工工艺卡片拟订:通过分析可得出加工工艺过程,见表2。(6)切削用量选择(分析略)
表2 支承套数控加工工艺卡片
| 单位名称 | ××× | 产品名称或代号 | 零件名称 | 零件图号 | |||||||
| ××× | 支承套 | ××× | |||||||||
| 工序号 | 程序编号 | 夹具名称 | 使用设备 | 车间 | |||||||
| ××× | ××× | 组合夹具 | 卧式加工中心 | 数控中心 | |||||||
| 工步号 | 工步内容 (尺寸单位 ㎜) | 刀具号 | 刀具规格 (尺寸单位 ㎜) | 主轴转速 /r.min | 进给速度 /㎜.min | 背吃刀量 / ㎜ | 备注 | ||||
| 1 | B0、G45 | ||||||||||
续表
| 单位名称 | ××× | 产品名称或代号 | 零件名称 | 零件图号 | |||||||||||
| ××× | 支承套 | ××× | |||||||||||||
| 工序号 | 程序编号 | 夹具名称 | 使用设备 | 车间 | |||||||||||
| ××× | ××× | 组合夹具 | 卧式加工中心 | 数控中心 | |||||||||||
| 工步号 | 工步内容 (尺寸单位 ㎜) | 刀具号 | 刀具规格 (尺寸单位 ㎜) | 主轴转速 /r.min | 进给速度 /㎜.min | 背吃刀量 / ㎜ | 备注 | ||||||||
| 2 | 钻Ф35H7孔、2-Ф17×Ф11中心孔 | T01 | 中心钻Ф3 | 1200 | 80 | ||||||||||
| 3 | 钻Ф35H7孔至Ф31 | T14 | 锥柄麻花钻Ф31 | 300 | 30 | ||||||||||
| 4 | 钻2-Ф11孔 | T02 | 锥柄麻花钻Ф11 | 600 | 60 | ||||||||||
| 5 | 锪2-Ф17 | T03 | 锥柄埋头钻17×11 | 150 | 15 | ||||||||||
| 6 | 粗镗Ф35H7至Ф34 | T04 | 粗镗刀Ф34 | 400 | 30 | ||||||||||
| 7 | 粗铣Ф60×12至Ф59×11.5 | T05 | 合金立铣刀Ф32T | 400 | 35 | ||||||||||
| 8 | 精铣Ф60×12 | T06 | 合金立铣刀Ф32T | 600 | 45 | ||||||||||
| 9 | 半精镗Ф35H7至Ф34.85 | T07 | 镗刀Ф34.85 | 450 | 35 | ||||||||||
| 10 | 钻2-M6-6H螺孔中心孔 | T01 | 1000 | 40 | |||||||||||
| 11 | 钻2-M6-6H底孔至Ф5 | T08 | 直柄麻花钻Ф5 | 650 | 35 | ||||||||||
| 12 | 2-M6-6H孔端倒角 | T02 | 500 | 20 | |||||||||||
| 13 | 攻2-M6-6H螺纹 | T09 | 机用丝锥、中锥M6 | 100 | 100 | ||||||||||
| 14 | 铰Ф35H7孔 | T10 | 套式铰刀35AH7 | 100 | 50 | ||||||||||
| 15 | M01(程序任选停止) | ||||||||||||||
| 16 | 在Ф35H7孔中手动装入工艺堵 | 专用工艺堵Ⅱ29–54 | |||||||||||||
| 17 | B900、G55 | ||||||||||||||
| 18 | 钻2-Ф15H7孔中心孔 | T01 | 1200 | 80 | |||||||||||
| 19 | 钻2-Ф15H7孔至Ф14 | T11 | 锥柄麻花钻Ф14 | 450 | 50 | ||||||||||
| 20 | 扩2-Ф15H7孔至Ф14.85 | T12 | 锥柄端刃扩孔钻Ф14.85 | 400 | 40 | ||||||||||
| 21 | 铰Ф15H7孔 | T13 | 锥柄长刃铰刀Ф15AH7 | 60 | 30 | ||||||||||
| 编制 | ××× | 审核 | ××× | 批准 | ××× | 年 月 日 | 共 页 | 第 页 | |||||||