数控车削复合固定循环指令的应用编程——外径粗车、精车循环
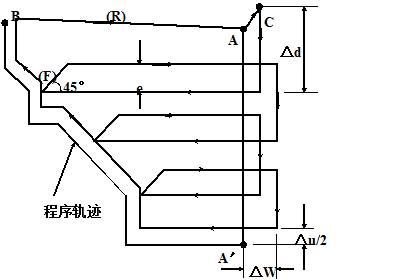
1)外径粗车循环(G71)
2)外径精车循环(G70)
指令格式:
G71U(△d)R(e);
G71P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t);
G70P(ns)Q(nf);
N(ns)……;在顺序号N(ns)和N(nf)的程序段之间指定的加工路线。
…
N(nf)……;
其中
△d — 每次半径方向的吃刀量,半径值;
e — 每次切削循环的退刀量,半径值。
ns — 指定路线的第一个程序段序号;
nf — 指定路线的最后一个程序段序号;
△u — X轴方向的精车余量;
△w — Z轴方向的精车余量;
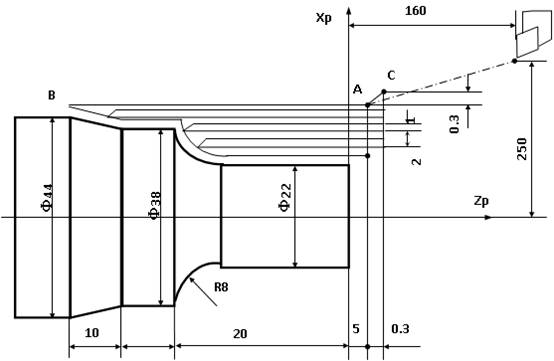
应用举例:已知粗车切深为2mm,退刀量为1mm,精车余量在X轴方向为0.6 mm(直径值),Z轴方向为0.3mm
N010 G92 X250.0 Z160.0; 设置工件坐标系;
N020 T0100; 换刀,无长度和磨损补偿;
N030 G96 S55 M04; 主轴反转,恒线速度(55m/min)控制;
N040 G00 X45.0 Z5.0 T0101; 由起点快进至循环起点A,用1号刀具补偿;
N050 G71 U2 R1; 外圆粗车循环,粗车切深2mm,退刀量1mm;
N060 G71 P070 Q110 U0.6 W0.3 F0.2;精车路线为N070~N110。
N070 G00 X22.0 F0.1 S58; 设定快进A→A′,精车进给量0.1 mm/r,恒线速度控制;
N080 G01 W-17; 车φ22外圆
N090 G02 X38.0 W-8.0 R8;车R8圆弧
N100 G01 W-10.0;车φ38外圆
N110 X44.0 W-10.0;车锥面;
N120 G70 P070 Q110;
精车循环开始结束后返回到A点;
N130 G28 U30.0 W30.0;
经中间点(75,35)返回到参考点;
N140 M30;程序结束。