



1)工件坐标系设定指令G50
编程前首先要设定工件坐标系,数控车削编程时工件坐标系设定指令用G50,程序段格式为
G50 X_ Z_ ;X、Z坐标为刀具刀位点在工件坐标系中的坐标
例如:图2所示的坐标系可用G50指令设定为
G50 X85.0 Z90.0;
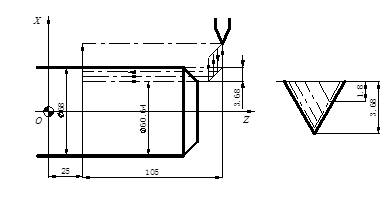
图1 复合螺纹切削循环示例
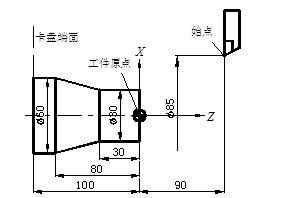
图2 工件坐标系设定示例
2)参考点返回指令
G28为参考点自动返回指令,程序段格式为
G28X(U)_ Z(W)_ ;
式中,X(U)、Z(W)为参考点返回时经过的中间点坐标,如图3所示。
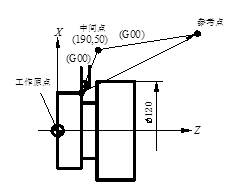
图3 数控车床参考点
3)刀具功能T
数控车床上通常把刀具号和刀具补偿号合在一起,常用四位数字表示刀具功能。如“T0101”,前两位数字表示选01号刀具,后两位数字表示刀具补偿号,与刀补拨盘号或屏幕刀补显示位置号对应,当后两位数值为0时,如T0100,表示刀具X、Z向的补偿均为零,相当于取消刀具补偿。
刀具半径补偿建立与取消指令G41、G42、G40

