



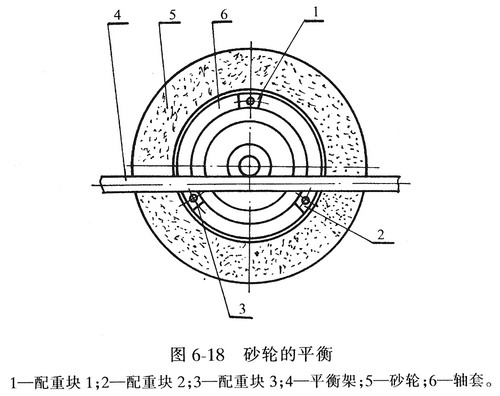
砂轮装在轴套上进行平衡的方法,如图6—18所示。先将配重块按圆周三等分的位置固定好,并顺次按1、2、3用粉笔编上号。配重块2与3朝下,把配重块1的位置调整在配重块2与3的重心线上,如图6—18中所示,这时砂轮处于平衡。这第一步一定要仔细进行,重复两次,保证砂轮停止在同一个方向。然后用同样的方法依次分别调整配重块2与3,使砂轮在配重块1、2、3三个位置上都处于自然平衡状态,这样就完成了砂轮平衡的调整工作。
为了检验砂轮是否达到平衡的要求,把砂轮在平衡架上旋转任一位置,砂轮自然静止,此时砂轮平衡已达到要求。如果不能自然静止,则说明配重块没有调整好,还必须按上述方法重新调整。
注意事项:双杠式砂轮平衡架它的水平位置对平衡质量影响很大,必须使平衡架保持水平位置;砂轮内孔与轴套的配合间隙不宜过大,以免造成砂轮偏重,使平衡配重块叠在一起,造成使平衡困难;新砂轮平衡后,装在磨床上修整好外圆,应从机床上卸下来,再仔细按上面的方法平衡一次,以保证平衡质量。

