



在航空发动机制造行业,材料性能不断提升,难加工材料(高温合金)的数控加工技术已经成为行业内普遍关注的问题。陶瓷刀具材料具有硬度高、耐磨性能和耐热性能好、化学稳定性优良、不易与金属产生粘结的特点,已成为高速切削高温合金的主要刀具材料之一。而且陶瓷刀具的最佳切削速度比硬质合金刀具高8~10倍,能够大幅度提高切削效率。当前,新型陶瓷刀具不断出现,有专家预计,在世界范围内陶瓷刀具在机械加工刀具中所占比重将达15%~20%。它的发展将可能引起切削加工领域的又一次革命。
高温合金(主要指镍基或钴基合金)在高温下具有优良的稳定性和防蠕变性,GH4169常温下硬度高(可达HRC35~47),韧性很好。但与普通钢件相比,其机械加工性能较差,切削过程需要消耗更多的能量。
21世纪初,我们公司开始大量购进数控设备,逐步淘汰了普通机床,可转位硬质合金刀具逐步取代了传统的焊接刀具,生产效率得到前所未有的提高。
近10年来,应用硬质合金刀具加工钛基、镍基和钴基高温合金得到广泛普及,硬质合金材料在低于600℃的工作温度下所表现出来的高硬度及高韧性使之成为切削高温合金及钛合金非常理想的的刀具。但硬质合金刀具有一个致命的弱点,其熔点约为1200℃,当切削区温度高于800℃时,刀刃的强度和硬度会大幅下降,磨损加剧,甚至难以完成正常切削。因此,应用硬质合金刀具切削高温合金材料时,为避免切削区温度过高,线速度只能维持在40m/min左右。对加工余量较大的零件,由于缓慢的切削速度,金属去除率很低,占机时间很长,生产成本大大增加,这使得现代数控机床的潜力远没有发挥出来。随着新型发动机性能不断提高,新材料不断涌现,硬质合金刀具已经很难适应。因此,寻找一种更加理想的切削刀具已成为当务之急。
发达国家的航空发动机企业(如美国GE公司、英国罗·罗公司)早在20年前就开始用采陶瓷刀具加工高温合金材料。陶瓷材料最大特点就是熔点高(2000℃以上),1200℃时硬度不会下降很多,是一种非常理想的取代硬质合金刀具实现高速切削的材料。而在我国,由于种种原因,此类刀具的使用还未广泛普及。
切削加工中的切屑成型是一种典型的大变形过程,涉及到材料非线性、几何非线性以及边界非线性问题,在高速切削过程中还涉及到热力藕合问题。
著名切削专家皮斯潘尼和莫詹特(Piisnen & Merchant)早在1945年提出的切屑形成机理中指出:在剪切力(切削力)的作用下,剪切面附近的晶界开始被撕裂变形,与基体分离形成切屑,并产生大量的热量。实际上,约80%的切削热由此产生。
应用陶瓷刀具实现高速切削的核心就是要充分利用陶瓷材料的高温特性,提高切削速度,使切削热量不断聚积,切削区温度升高,软化切屑,使切削变得很容易。尽管陶瓷材料与硬质合金材料相比,其韧性与耐磨性相差很多,但其高温稳定性是硬质合金刀具远达不到的。因此,提高线速度是增加切削区温度最有效的方法。理论上说,陶瓷刀具的切削速度和金属去除率应是硬质合金刀具的5~10倍甚至更多。
刀具商在推广时只提出陶瓷刀具适合加工HRC55以上的材料,而对于小于HRC55的材料未见相应的报道。本文针对小于HRC55的材料的加工谈一点自己的体会。
由于长时间使用硬质合金刀具,操作者已习惯于低速切削,而这种适合硬质合金的加工方式恰恰是陶瓷刀具加工中的最大禁忌。在使用陶瓷刀具时,出于安全考虑,操作者总是不敢提高转速,甚至希望在普通车床上使用陶瓷刀具。以往陶瓷刀具使用过程中遇到的大部分问题都是由于切削速度不足而造成的。
在国外众多陶瓷刀具供应商中,通过比较,我们最终选定了美国绿叶公司(Greenleaf Corporation)的陶瓷刀具。其专利产品WG300首次采用了晶须增刃技术,大大改善了基体的韧性,具有卓越的耐热负载性和抗冲击能力,从而解决了陶瓷材料质脆易碎的致命难题。
试验加工实例
1 镍基高温合金GH4169环锻件的加 工
该材料相当于美国材料牌号Inconel 718,硬度HRC35~47。由于对陶瓷刀具的特性了解不够,我们还没有从硬质合金刀具参数选择的束缚中摆脱出来,第一次试验选择了以下参数:线速度为230m/min,进给速度为0.23mm/r,切深为1.7mm,即使采用以上切速也比使用硬质合金刀具所选切速高6倍;选用的刀片为RNGN 120700 T1 WG300。所得的试验结果并不理想。刀刃侧面出现较深的沟状磨损,刀尖处有局部“崩刃”现象。
分析结果可知,这是由于线速度不够,切削点温度低,铁屑没有充分软化导致啃蚀刀刃形成沟状磨损。另外,等切深切削也是产生沟状磨损的重要原因。
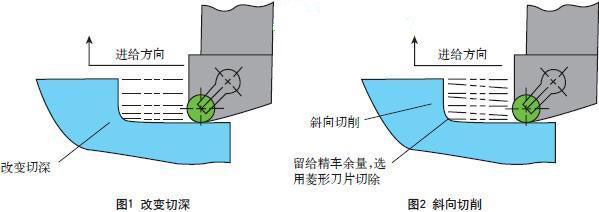
经过多次试验,选择了以下参数:线速度为380m/min,进给速度为0.23mm/r,切深为1.7mm。进刀时,采用了斜向切削新工艺(见图1和图2),即在切削过程中逐渐降低切深,切削点处的沟状磨损会消失。在下一次切削时保持正常切深即可达到斜向切削效果,因为此时工件表面已经是斜面。斜向切削时切削深度必须由深到浅。刀片越升越高最终退出切削,在已加工表面产生一个斜面。第二次切削时采用直线切削,可高效率地切除第一次切削留下的斜面。由于多次切削时切深采用递减方式,可能需要时间会较长,但刀具寿命会延长很多。这会大大减少换刀时间。试验结果令人满意,磨损轻微,刀刃形状完好。
2 钴元素含量高的铸造高温合金圆环的断续切削
该材料属铸造高温合金,硬度小于HRC33,含Co量14%~16%(质量分数),该材料韧性大,是高温合金中最难加工的材料之一。该零件结构是大直径小弦长的环块。加工时将多块零件组成的一个圆环,并没有头尾吻接,零件之间留有间隙。为了保证刀尖强度,以往采用超低速切削(线速度仅为10m/min)。而且加工后的零件表面还会呈现晶粒与晶界间有明显的凸凹不平,还需用磨削的方法进行表面修整加工。
为解决加工效率低这一难题,我们试用陶瓷刀具加工该零件。由于对采用陶瓷刀片断续切削没有概念,第一次试验选择了线速度为420m/min。一刀走下来,刀片完全撞碎;第二次试验,将线速度提高到560m/min,并适当调整了切深和进给,结果是刀片没碎,但刀尖严重磨损。后来,又进行了多次试验,并逐步把切速提高到线速度为790m/min,这是以前从未达到过的切速,经过多次调整切削参数及走刀路线,刀片只表现出正常的磨损,加工后的零件尺寸满足要求,同时粗糙度达到了Ra1.6μm。加工效率是原来的近80倍。经过试验,得到断续切削加工规律:选择负倒棱较大的刀片,降低进给,增大切速。遵循这个原则,断续切削将会顺利进行。






