



0 前言
陶瓷刀具具有硬度高,耐磨性好、化学稳定性强、高温力学性能优良和不易写金属发生粘结等特点.广泛应用于难加工材料的切削加工.可以用于超高速切削、高速干切削和硬材料切削。陶瓷刀具的切削速度比硬质合金刀具高3~10倍,可大大提高切削加工生产率。近30年来.由于控制了材料的纯度和晶粒尺寸,添加了各种碳化物、氮化物、硼化物、氧化物和晶须,以及采用多种增韧补强机制,使得陶瓷刀具的强度、韧性和抗冲击性都有了大大提高。但陶瓷刀具并不是万能的,陶瓷刀具在切削加工过程中承受着高温和高压作用,不可避免地要受到不同程度的磨损。已有的研究表明:每一品种的陶瓷刀具都有其特定的加工范围,不同的陶瓷刀具或同种陶瓷刀具加工不同的工件材料时其磨损形态和刀具寿命会有很大的不同,因此,存在着陶瓷刀具与切削对象的合理匹配问题。对于这方面的研究国内外己有一些文献报道.但由于试验条件各异,试脸结果相差较大。本文结合作者已有研究.参考国内外相关文献报道,对陶瓷刀具切削加工时的磨损和润滑以及陶瓷刀具与加工对象的合理匹配问题进行了全面综述,以期对实际应用中陶瓷刀具的选用、磨损的控制以及新型陶瓷刀具材料的研制与开发等方面起一定的指导作用。
1 陶瓷刀具切削加工时的磨损
影响陶瓷刀刀具磨损的外部因素
影响陶瓷刀具磨损的外部因素主要有工件材料和切削温度。陶瓷刀具主要用于高速切削场合,切削温度常常高达800~1 000 ℃ ,甚至更高,切削压力很大。因此,陶瓷刀具的磨损是机械磨损和化学磨损综合作用的结果。机械磨损主要包括磨料磨损、粘结磨损、塑性磨损和徽观断裂等。化学磨损主要是指在高温下陶瓷刀具的组分与工件材料发生化学反应、化学溶解以及刀具和工件间元素的扩散等。已有的研究表明,陶瓷刀具切削加工时的磨损与所加工的工件材料和切削条件密切相关,在不同的切削条件下加工不同的工件材料时,占主导地位的磨损机制有所不同。如在低速切削时,由于切削温度较低,其磨损机制往往表现为磨料磨损;而在高速切削时则以高温引起的化学反应、氧化磨损和扩散磨损占主导地位。由于在高温下工件材料硬度有所下降,因而磨料磨损逐渐减小。而化学磨损与切削温度密切有关,其表达式如下
K=A-(E/RT)(1)
式中:K——化学磨损量
A——常数
E——由刀具和工件材料组合所决定的活化能
T——热力学温度
R——气体常数


图1 图2
图1 Al2O3/TiB2陶瓷刀具切削加工35CrMoSiA时后刀面磨损形貌的SEM 照片,×1000
图2 Al2O3/TiB2/TiB2陶瓷刀具加工裸基合金时前刀面粘结区的SEM照片,×500

(a) (b)
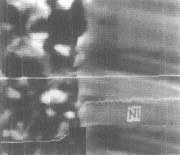
图3 Al2O3/TiB2/SiCw陶瓷刀具加工裸基合金时前刀面粘结区横截面Ni和Cr的线扫描照片,×1 000
我们的研究表明:Al2O3陶瓷刀具在连续切削钢件时,其磨损的主要原因是伴有微崩刃的磨料磨损和粘结磨损;而切削铸铁时,则主要是磨料磨损。工件中常含有各种非金属夹杂物或添加剂,如SiO2、CaO和MnS等。用Al2O3基陶瓷刀具高速切削时,由于高温和高压的作用,这些夹杂物容易与刀具材料发生化学反应。如Al2O3陶瓷刀具切削钙(Ca)脱氧钢时,工件中的Ca与Al2O3发生反应,在刀具表面上生成一层不稳定的、低熔点的CaO/Al2O3玻璃状附着层,使刀具软化,耐磨性显著降低。有研究发现:Al2O3基陶瓷刀具切削时刀具表层存在塑性变形现象,并认为这是由于Al2O3与FeO(钢表面氧化产物)反应形成了尖晶石结构,或者是Al2O3与CaO等作用形成了低熔点和低硬度的化合物,从而降低了刀具的耐磨性能。
Tönshoff等用Al2O3/ZrO2陶瓷刀具加工AISI104O 时得出,刀具的磨损机理主要表现为粘结磨损和磨料磨损.而用Si3N4陶瓷刀具加工时,刀具表面存在严重的化学反应。有文献进行了Al2O3/TiB2陶瓷刀具切削加工高强钢的试验研究,结果表明刀具后刀面主要是磨料磨损,且随TiB2质量分数的增加刀具的耐磨性增大。图1为Al2O3/TiB2陶瓷刀具后刀面的磨损形貌。可见,磨损面上有晶粒脱落现象和机械耕犁沟槽。
Brandt通过研究Al2O3/SiCw陶瓷刀具加工Inconel718时得出,在低速切削条件下,磨料磨损和粘结磨损为刀具的主要磨损机制,而在高速切削条件下,粘结磨损、化学反应和扩散磨损为刀具的主要磨损机制。由于Inconel718高温强度高,塑性变形大,加工硬化严重,切削力和切削温度均很高.当切削温度小于900 ℃ 时,刀具前刀面以粘结磨损为主,当温度达1 200℃ 时,Ni就开始向刀具中扩散。图2为当v=150m/min时,Al2O3/TiB2/SiCw陶瓷刀具加工镍基合金时前刀面粘结区的SEM照片。图3为粘结区横截面Ni和Cr元素的线扫描照片。可见,刀具前刀面的粘结非常严重,在刀具与切屑界面Ni已扩散到刀具中去。Ni的扩散一方面使得刀具材料表面硬度下降,性能降低,另一方面使得刀具与工件的亲和性增加,粘结磨损增大.因此,用这种陶瓷刀具加工镍基合金时,必须使用切削液以降低切削温度。

图4 晶须增韧陶瓷刀具以不同表面作为前刀面时晶须分布示意图
对于晶须增韧陶瓷刀具,由于晶须在热压过程中定向分布于垂直热压轴面内,造成晶须在不同表面上分布的差异(见图4)。因此.晶须增韧陶瓷刀具的耐磨性与晶须的取向有关同.q=0的表面耐磨性能最弱(q为所研究平面与垂直于热压方向的夹角),而q=90°的表面耐磨性能最好。当刀具以后刀面磨损为主时,应选用q=90°表面作为刀具后刀面;当刀具以前刀面磨损为主时,应选用q=90°表面作为刀具前刀面;而当刀具前后刀面均存在较大磨损时,应选用q=45°表面作为刀具前(或后)刀面,以提高刀具的抗磨损能力。
Si3N4基陶瓷自20世纪70年代后期开始作为刀具使用,目前已在铸铁和镍基合金的切削加工中得到广泛应用。Si3N4基陶瓷高速切削铸铁时主要发生磨料磨损,而高速切削碳钢时主要发生化学磨损。化学磨损本身在陶瓷刀具的总磨损量中所占的比例一般不大,但化学磨损的重要在于它能大大加剧磨料磨担。如化学溶解及扩散作用会引起陶瓷表面强度减弱,加剧刀具与工件间粘结,从而导致严重的粘结磨损和微观断裂磨损。用Si3N4陶瓷刀具切削AISI1045钢时刀具的磨损比切削灰铸铁时高得多。切削铸铁时工件和刀具之间的Fe和Si等元素的相互扩散作用要比切削钢时小得多。在加工钢时,Si3N4陶瓷刀具的磨损主要与刀具和工件间的化学作用有关,由于Si3N4的化学溶解及其不断地被从玻璃相中拔除,Si3N4陶瓷刀具表现了很高的磨损。
影响陶瓷刀具磨损的内部因素
陶瓷刀具的磨损与工件材料和切削条件密切相关,然而从根本上看决定陶瓷刀具磨损的主要因素还是其力学性能和微观结构。Evans等研究指出,陶瓷材料所固有的脆性是导致其启损的主要原因,因此,他把陶瓷材料的硬度和断裂韧度等力学性能与其磨损特性联系起来,建立了描述陶瓷材料磨料磨损的数学模型

式中:V——磨损体积
KIC——断裂韧度
H——硬度
n——磨粒数
F——垂直于磨粒上的力
Wayne对Al2O3、Al2O3/TiC和Si3N4等陶瓷的磨料磨损特性进行了研究证明。式(2)能定性地反映陶瓷的磨损与其力学性能的关系.但计算结果往往与实际测量值有较大的差距,这主要是公式中没有考虑陶瓷材料微观结构影响。
陶瓷刀具磨损的基本现象是材料的断裂及转移,因此,裂纹的形成与扩展对陶瓷刀具的磨损产生重要的影响。由于陶瓷材料多为复相陶瓷,在晶界存在玻璃相、气孔和杂质等,并且各相之间存在热胀失配和弹性模量的差别。晶界气孔的存在会导致应力集中,气孔作为裂纹源将诱导晶界裂纹,裂纹扩展至气孔时与气孔连接,其结果加速了裂纹的扩展。Rice等研究表明,弹性模量与热胀失配产生过大的残余应力会导致材料在未受载荷时就产生开裂,气孔率的增加使陶瓷刀具的耐磨性能大大降低。
另外,多晶陶瓷刀具材料由于所加的添加剂在烧结过程中主要以玻璃相存在于晶界上,在高速切削产生高温的条样下,玻璃相粘度将降低而发生塑性流动,导致晶界滑移,并在晶界交界处产生应力集中。如果应力集中使得相邻晶粒完全塑性变形,则使应力松弛,如果不能与邻近晶界变形相适应,则应力集中将使晶界处产生裂纹,裂纹成核以后,随着晶界滑移程度的不断增加,将会引起裂纹的产生与扩展。
陶瓷刀具材料晶体中大量位错为裂纹成核提供了另一种方式,由于位错而产生的裂纹随着磨损过程的不断进行,位错不断增值,在晶界就会形成更多的徽裂纹,这些裂纹相接就会形成连续裂纹,从而导致陶瓷刀具耐磨性能的下降。陶瓷刀具材料磨损可能出现的区域主要是材料表面和内部有缺陷聚集的地方,如位错、空穴、杂质和徽裂纹等,这些缺陷的程度、数量和分布情况对陶瓷刀具的磨损起决定性的影响。
2 陶瓷刀具切削加工时的润滑
陶瓷刀具切削加工中是否需要润滑目前看法尚不统一。有些学者认为,陶瓷刀具具有高硬度、高熔点和耐高温等特点,且抗热展性较差,对热应力很敏感,不适当的冷却润滑作用会使刀具产生热裂纹而发生破损。因此,陶瓷刀具切削加工时不用冷却和润滑就能满足使用要求。但也有不少研究者认为,陶瓷刀具在加工某些难加工材料,如:用晶须增韧陶瓷刀具加工镍基高温合金时必须使用切削液,使用含有氯水溶性极压乳化液进行冷却润滑效果更好,但使用时必须连续大量浇注。由于陶瓷刀具切削加工时各种磨损机理是相互影响的,如扩散磨损和氧化磨损必然伴随有粘结磨损,并使磨料磨损加剧。所以,如采用适当的冷却和润滑对减少陶瓷刀具的磨损,延长其使用寿命是十分有益的。
Tönshoff等研究了Al2O3/TiC陶瓷刀具车削淬硬钢时润滑剂的作用,切削试验分别在干切削和不同润滑剂润滑的条件下进行。结果表明:刀具的磨损、已加工表面质量以及切屑的形成都受到润滑剂的影响。与干切削相比,采用润滑剂的刀具寿命延长,工件己加工表面质量大大提高。这主要是由于润滑剂中的极压添加剂在切削条件下与工件表面发生摩擦化学反应而形成了化学吸附膜。通过对润滑切削条件下的工件表面进行成分分析,发现了含有FeS和FePO4等成分的极压润滑膜,正是这种极压润滑膜降低了切削摩擦力,抑制了粘结发生,从而减少了刀具磨损。
Cheryl等通过对Si3N4/TiC陶瓷材料在900℃ 高温下摩擦磨损试验研究表明,Si3N4和TiC在高温下产生氧化,在摩擦表面生成的含Si和Ti的氧化物保护膜能显著降低摩擦因素,并有利于提高材料的耐磨性能,用Si3N4基和Al2O3基陶瓷刀具进行镍基合金的切削试验.发现干切削条件下刀具失效主要是由于严重的前刀面粘结磨损,使用润滑剂可改善刀具的切削性能,提高了切削效率和加工表面质量, Cerammer曾对多种润滑剂在陶瓷刀具切削加工各种金属时的润滑作用进行了研究,发现水基切削液不如油基的更有效。如切削45钢时,用含二烷基二硫化磷酸锌(ZDDP)添加剂的油润滑时,Si3N4陶瓷刀具的磨损与干摩擦相比可大大减小。通过对刀具磨损表面分析发现,Si3N4及工件的磨损表面上有ZnO,FeS,FePO4等摩擦化学反应产物生成。

图5 Al2O3/TiB2陶瓷刀具于切削淬硕钢时磨损区XRD衍射谱图

图6 Al2O3/TiB2陶瓷刀具干切削淬硬钢时刀—屑间平均摩擦因数随切削速度的变化
作者曾用Al2O3/TiB2陶瓷刀具进行了干切削淬硬钢试验研究,结果表明,该陶瓷刀具高速干切削时具有自润滑功能。当切削速度较低时,切削温度较小,刀具的磨损机制主要表现为磨料磨损。当切削速度很高时,刀具表面平均切削温度高于800 ℃ ,实际瞬时最高温度比平均温度还要大,对切削后刀具磨损区进行XRD分析发现,XRD图谱中出现了TiO2衍射峰,如图5所示。这表明TiB2在切削高温作用下产生了氧化.TiB2的氧化物TiO2的存在将会在切屑与刀具前刀面之间起到固体润滑的作用,进而可减小切削力和前刀面的平均动康擦因数µ(见图6 ) .并能减轻刀具的粘结磨损,从而有利于提高刀具的耐磨性能。对Al2O3/TiB2和Al2O3/TiB2/SiCw陶瓷刀具在空气和氮气气氛下切削加工高强钢的磨损行为研究表明:通入氮气对于Al2O3/TiB2陶瓷刀具降低了其耐磨损能力,而对Al2O3/TiB2/SiCw陶瓷刀具则可提高其耐磨损能力。这是因为晶须陶瓷刀具在空气气氛中高速切削时,晶须氧化和脱落为其主要磨损机制,晶须的氧化与脱落均使得材料增韧补强作用减弱,因而加速了刀具的磨损,通入氮气有利于防止晶须的氧化。而Al2O3/TiB2陶瓷刀具在空气气氛中高速切削时,TiB2氧化生成的表面氧化膜既可起到固体润滑剂的作用,又能阻止扩散,减轻粘着,因而能降低动摩擦因数,并有利于提高刀具的耐磨性能,而通入氮气则不利于刀具表面氧化膜的形成。
3 陶瓷刀具与加工对象的匹配
陶瓷刀具已应用于加工各种铸铁、钢件、热喷涂喷焊材料和镍基高温合金等。但每一品种的陶瓷刀具都有其特定的加工范围,合理选用陶瓷刀具是保证其成功应用的关健,不同的陶瓷刀具或同种陶瓷刀具加工不同的工件材料时其磨损形态和刀具寿命存在着很大的差别。因此,每一品种的陶瓷刀具都有其最佳加工对象,也即,存在陶瓷刀具与加工对象的合理匹配问题。陶瓷刀具与加工对象的匹配主要指两者的力学、物理和化学性能相匹配,以获得最长的刀具寿命和最大切削加工生产率。例如,硬度高的工件材料,就必须用更硬的刀具来加工;高速或超高速切削时,由于切削温度很高,必须用具有优良高温力学性能的刀具来加工;加工导热性差的工件时,应采用导热性好的刀具;刀具和工件中的化学元素亲和性强时,应设法回避。
Al2O3基陶瓷刀具具有良好的耐磨性、耐热性,且其高温化学稳定性很好,不易与铁元素之间发生相互扩散或化学反应,其耐磨性和耐热性高于Si3N4基陶瓷刀具,因而Al2O3基陶瓷刀具适用范围最广,可用于对钢、铸铁及其合金的高速切削。但Al2O3基陶瓷刀具中的添加物对其性能有重要影响。如TiC、TiN和SiC等的加入都有使得Al2O3基陶瓷刀具材料高温化学稳定性变差的趋势,实际应用中应根据刀具组分内中是否含有高温下易与Fe发生扩散及化学作用的组分来确定可使用的最高切削速度和进给量。
Al2O3/TiC和Al2O3/(W,Ti)C陶瓷刀具中含有铝和钛元素.因此,用这类陶瓷刀具加工铝和钛及其合金时存在较大的亲和力,切削加工这类材料时,Al2O3基陶瓷刀具会出现较大的粘结磨损和扩散磨损,因此,这类陶瓷刀具不适合于加工铝和钛及其合金。
SiC颗粒或SiC晶须增韧Al2O3刀具在加工镍基合金时表现出优良的切削性能,但加工钢时因Fe容易与SiC 发生反应而使刀具材料急剧磨损。因为,用含有SiC的陶瓷刀具加工淬硬钢时,SiC很容易在切削高温作用下与工件中的Fe产生化学反应,反应式如下
4Fe+SiC→FeSi+Fe3C(3)
切削速度越高,切削温度进一步升高,这将进一步加剧Fe与SiC的反应速度。SiC晶须与Fe反应后使得晶须原有的硬度和耐磨性能降低,晶须与基体的结合强度削弱,从而使晶须的增韧作用减小。此外,在高温下,还会产生溶解磨损。下表为陶瓷刀具材料各组分与铁在1 323 ℃温度时的溶解度。可见,Al2O3和ZrO2在铁中的溶解度最小,溶解度由大到小的顺序为:SiC→TiN →TiC→Al2O3→ZrO2。在高温下SiC在Fe中的溶解度比TiN 和TiC的溶解度高二个数量级。由于Fe与SiC的化学反应及相互溶解,使刀具材料中Fe元素含量增加,进一步增大刀具与工件粘着倾向,因而对刀具的耐磨性能不利。因此,添加SiC的陶瓷刀具适于加工镍基高温合金和高镍合金等材料,但不适于加工钢和铸铁。
表 陶瓷刀具材料中的组分1323 ℃ 时在铁中的溶解度
| 组分 | 摩尔溶解度r(%) |
| ZrO2 | 3.6×10-8 |
| Al2O3 | 5.6×10-7 |
| TiC | 1.0×10-3 |
| TiN | 1.9×10-3 |
| SiC | 6.4×10-1 |
Al2O3/ZrO2陶瓷刀具的室温性能优良,且其中的组分Al2O3和ZrO2在高温下的化学稳定性好,与Fe的溶解度小,不易向工件材料中扩散和溶解。因此,Al2O3/ZrO2具有较高的耐磨性能。但该陶瓷刀具只适合于在切削速度较低范围内进行切削加工.因为在高温下(当温度超过1170 ℃ 时)ZrO2的增韧效果会显著减小。Woydt等的研究表明:ZrO2增韧陶瓷的磨损行为与摩擦表面热诱导相变密切相关,这种相变是表面温度的函数,不同的条件可能诱发T→M相变或T→C相变,使陶瓷表面产生了张应力,从而诱发裂纹的产生与扩展,导致磨损的加剧。因此.Al2O3/ZrO2陶瓷刀具不适合于温度较高的高速或超高速切削。
Si3N4基陶瓷刀具的断裂韧性和抗热展性高于Al2O3基陶瓷刀具,适合于铸铁的高速切削,加工镍基合金也取得了满意的结果,但切削纯铁和奥氏体不锈钢时则磨损十分严重。由于Si3N4和Fe之间存在较大亲和力以及Si和Fe之间的相互扩散,Si3N4刀具不适合于对纯铁和碳钢等材料进行高速切削,因为高速切削时产生的高温会大大加剧Si3N4和这类工件间的化学作用及元素的扩散,导致Si3N4刀具磨损加剧。
4 结论
陶瓷刀具切削加工中的磨损可分为两大类,即机械磨损和化学磨损。机械磨损主要包括粘结磨损,磨料磨损、塑性磨损和徽观断裂等。化学磨损主要是指在高温下自瓷刀具的组分与工拌材料发生的化学反应、化学溶解以及刀具和工件间剧烈的元紊扩散等,不同的陶瓷刀具或同种刀具加工不同工件时,其磨损形态不同。
冷却和润滑对陶瓷刀具的磨损产生很大的影响.采用适当的冷却和润滑对减小陶瓷刀具的磨损,延长其使用寿命是十分有益的。
每一品种的陶瓷刀具都有其特定的加工范围,内瓷刀具与其加工对象存在合理的匹配问题。在实际应用中,应根据所加工的工件材料选择合适的内瓷刀具材料.并应根据陶瓷刀具组分中是否含有高温下易与工件发生扩散及化学作用的组分来确定合理切削用量。






