



锥形刃刀具如模具铣刀、锥度铰刀、指形铣刀等在金属切削加工领域有着广泛的应用,而这些刀具的等前角、等螺旋角加工可以说是刀具制造的核心工艺。由于其数学模型的复杂性决定了加工机床必须多轴联动,而多轴联动数控机床在现阶段由于设备购置成本较高,常常令中小刀具制造企业望洋兴叹。笔者通过对锥形刃刀具实际加工情况的研究,摸索出锥形刃刀具的一些近似加工方法。
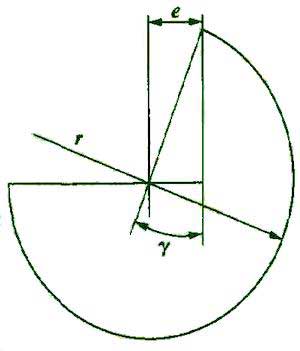
图1
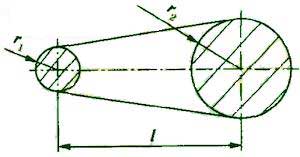
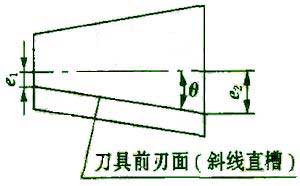
图2 图3
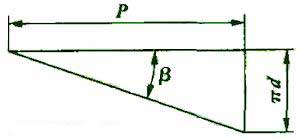
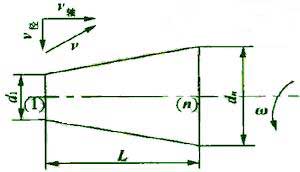
图4 图5
1 等前角的近似加工
由图1 所示几何关系,可计算出铣前角偏心距e
e=rsing (1)
式中:g——刀具前角
r——刀具半径
e——铣前角偏心距
由式(1) 可分别得到刀具小端铣前角偏心距e1和刀具大端铣前角偏心距e2
e1=r1sing (2)
e2=r2sing (3)
式中:r1——刀具小端半径
r2——刀具大端半径
l——刀具刃形长度
则由图3可得直刃沟锥形刃刀具的等前角补偿角q
q=arctan[(e2-e1)/l] (4)
加工时需附加一个铣床工作台(俗称“假床面”) ,并相应地将其搬转q角,即可近似铣出等前角前刃面。
2 等螺旋角的近似加工
如图4所示,螺旋角b为
tanb=pd/P (5)
式中:d——刀具直径
P——螺旋刃沟导程
b——刃沟螺旋角
螺旋角b的实现运动:加工时分度头作匀速旋转运动,铣床工作台作匀速直线运动。
在加工螺旋刃沟锥形刃刀具时,其等螺旋角根据图5有
tanb=pd/P =wr/v轴 (6)
式中:d1——刀具小端直径
dn——刀具大端直径
r——刀具任一截面半径
l——刀具刃形长度
w——分度头旋转运动角速度
v轴——铣床工作台轴向运动线速度
v径——铣床工作台径向运动线速度
实现运动
将刀具刃长l分成任意n等分,相应的获得n个r(r1<r2<r1……<rn)。假设式(6) 中v轴为常量,则可计算出n个w(w1>w2>w3……>wn);或假设式(6) 中w为常量,则可计算出n个v轴(v轴1<v轴2<v轴3……<v轴n)。结合具体设备,任选两个假设中的一个。
对曲线刃形也进行相同处理。等分数n取决于所加工刀具的精度要求。
刃沟形成
如图5所示,调整两联动轴轴向与径向运动线速度v径/v轴的比值,即可铣出所需刃沟。
3 结语
将上述两种等前角、等螺旋角锥形刃刀具的近似加工进行整合,即可近似加工出等前角等螺旋角锥形刃刀具。采用本文提出的近似加工方法,用于加工等前角、等螺旋角锥形刃刀具的机床仅需两个线性运动轴联动和一个旋转运动轴,这种数控铣床档次较低,不会给刀具制造单位造成太大的设备购置压力,同时可降低刀具的加工成本。经笔者所在企业生产验证,这种近似加工方法具有较好的实用效果。






