



采用盘形齿轮铣刀以径向进给的方式加工涡轮,其齿槽是一条斜槽,而不是螺旋槽。此外铣刀直径也不一定能满足要求,因此加工出的蜗轮,其啮合性能是很差的。为了改善啮合性能和提高加工精度,在缺少滚齿机的情况下,也可在万能铣床上采用蜗轮滚刀或用开槽淬硬的蜗杆精加工蜗轮,具体操作步骤和方法如下。
用盘形齿轮铣刀进行粗铣,并留适当精铣余量。
换装上专用蜗轮滚刀,当缺少专用滚刀时,也可采用同样模数的齿轮滚刀代替。但这时必须注意:齿轮滚刀的直径应比蜗杆直径大两倍顶隙,另外,这时与蜗轮相啮合蜗杆的法向模数应等于滚刀的模数,蜗杆齿距必须按法向模数换算。
若无滚刀时,可车一个模数、压力角与蜗轮相啮合的蜗杆相同,外径比蜗杆大两倍顶隙的蜗杆,并在轴向平面内开直槽,为了改善切削条件,也可开成与蜗杆螺旋线相垂直的斜槽,另外,为了便于切削,减小后刀面的摩擦,可锉出一定的后角,然后再去淬火。
将分度头上的鸡心夹头拆下,以便使齿坯能在顶尖上自由的转动。
(a) (b)

(c) (d)
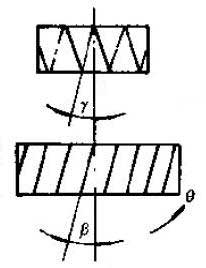
附图 工作台转动方向
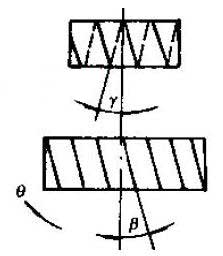
把工作台转动一个适当的角度。当滚刀导程角g和蜗轮螺旋角b相等,滚刀的螺旋线和蜗轮螺旋线方向相同时,工作台不需转动任何角度。如果滚刀的螺旋角和螺旋方向与蜗轮的螺旋角和方向不同时,工作台则需要转动角度和转动的方向,如附图所示。
当用右旋滚刀铣削右旋蜗轮时,工作台转角q,g=b-g,如附图中(a)所示。当b>g时,工作台逆时针方向转动,反之则顺时针方向转动。
当用右旋滚刀铣削左旋蜗轮时,工作台应顺时针转过一个角度q,q=b+g,如附图中(b)所示。
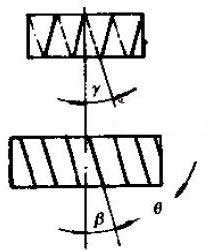
当用左旋滚刀铣削左旋蜗轮时,工作台应转角q, q=b-g, 如附图中(c)所示。当b>g时,工作台应顺时针方向转动,反之则逆时针方向转动。
当用左旋滚刀铣削右旋蜗轮时,工作台应逆时针转过一个角度q,q=b+g,如附图中(d)所示。
慢慢升高工作台,使滚刀和已粗铣过的蜗轮啮合,然后开动机床,使滚刀带动蜗轮一起旋转,逐渐升高工作台,直到齿厚符合图纸要求为止,蜗轮就铣完了。






