



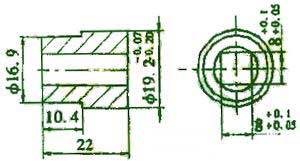
图1
图1所示的阶梯形黄铜轴芯是挽手上的一个轴芯零件,材料:黄铜H68,其市场需求量相当大。该零件是具有2个台阶的阶梯形零件,中央有一个8×8的正方形深孔,各处的圆角半径较小,轮廓清晰。对于同类型零件,国外都采用多工位冷挤压机进行挤压成形,但国内限于设备条件限制,故多用切削加工生产。切削加工可以生产出达到零件精度和表面质量要求的零件,但切削加工生产效率低,不利于大批量生产。
1加工工艺方案
1.切削、钻孔、铣削加工
车削Ø19.2直径,公差要求在-0.07~-0.2:
车削Ø16.9的台阶:
切断:
去毛刺:
钻孔(Ø7.8):
铣削8×8正方深孔:
去毛刺。
这种方案由于工序6中铣削正方形孔,生产效率很低,不能满足大批量生产需求。
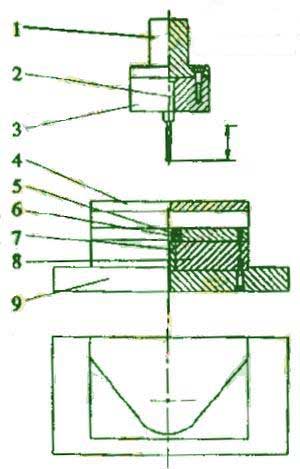
1.模柄 2.凸模 3.凸模固定板 4.卸料板 5.定位块6.定位块固定板 7.凹模 8.凹模固定板 底板
图2
2.切削、钻孔、冲压推削加工
切断Ø20的黄铜毛坯,长度为22.5:
钻孔(Ø7.8):
冲压推削成8 × 8正方深孔:
车Ø19.2外径,公差要求在-0.20~0.07:
调头后,车Ø16.9台阶,去毛刺。
这一方案用冲压的方式代替铣削,能快速完成此道工序,生产效率较高。
2 模具分析
图2所示为冲压模具
定位块设计考虑到零件冲压推削后的膨胀因素,所以内型腔尺寸应比实际成形件的外径大一些。
工作带高度h选取 工作带高度选取应适当,一般取工件高度加1~2mm为宜,而在试模时作修整,如果工作带高度值过大,会使变形力增大:如果工作带高度值过小,则会引起工件弯曲。
模具材料选择及其热处理 由于该黄铜轴芯为细长孔的外阶梯形零件,因此,模具材料选择时必须考虑模具的刚度、强度、耐磨性和韧性,同时还必须考虑H68黄铜的工艺特性。本工艺中采用Gr12MoV 淬硬热处理至58~62HRC作为凸模、凹模和定位固定块材料,以获得强度和韧性的最佳配合。
卸料板的设计 固定卸料板放置在下模上,冲压推削完成后卸下工件,此冲压推削模具设计时考虑了以上因素,生产时需用夹钳将轴芯放入定位块中,在推削完成后,再用夹钳把工件取出。
目前,工艺方案2已投入生产,由于改善了生产工艺,产品的形位公差以及表面质量完全达到设计要求,而且生产效率比方案1提高了2.5倍,满足了企业的生产需求。






