



石墨电极是电炉炼钢过程中的重要消耗品之一,在生产成本中占有较大的比例。在生产中,是几根石墨电极用锥度螺纹联接在一起,前一节消耗掉以后,在后端再联接一节上去,如此连续使用。石墨电极又是一种易碎产品,在运输、吊装、使用过程中不可避免会产生损坏、脱扣、折断现象,造成电极不能使用。而电极价格昂贵,对损坏的电极进行加工再利用具有重要意义。电极加工中重要的是锥度内螺纹的加工。
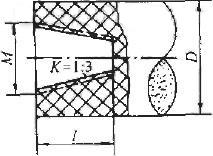
图1 石墨电极锥度螺纹
1 石墨电极加工的有关问题
石墨电极锥度螺纹
石墨电极锥度螺纹如图1所示,301电炉使用的石墨电极直径D有Ø450mm和Ø350m两种,锥度K都是1:3两种直径的电极都有两种螺距、锥孔直径和深度有变化。
在普通车床上加工存在的问题
普通车床没有加工锥度螺纹的功能。
工件直径偏大且长度达1800mm,用常规方法装夹不便;断电极端面参差不齐,卡盘爪太短,无法夹持工件。中心架内孔直径大小及中心架支撑爪与工件外圆的摩擦方式和电极材料太软等问题解决起来较麻烦。
对车床回转半径及床身长度有较高要求。
螺孔底径较大,无适用的麻花钻头。
解决措施
设计一套能够单独轴向移动又能同时随大拖板轴向移动并产生径向移动的专用机构,解决锥度的加工,利用车床原有的走刀和加工螺纹功能加工。
采用工件固定不动(既不旋转也不轴向移动)的办法,解决工件装夹和中心架孔太小及支撑爪摩擦的难点;假如床身长度不够就在床尾方向增设一支架,用以装夹固定工件。
设计专用刀具及钻头。
2 专用机构设计
在普通车床上加工石墨电极锥度内螺纹的专用机构如图2所示,心轴3上有一条与工件斜度一致的斜槽和一条用来传递旋转动力的滑动键槽,心轴带动主轴旋转并能在主轴孔内滑动。主轴7带动三块拖板及加长筒12、夹刀块13一起旋转,当前锁紧螺钉2锁紧心轴3时,心轴3就只旋转,不作轴向移动,主轴7一面旋转,一面随车床大拖板向床尾方向走刀,此时心轴3在主轴孔内产生滑动,心轴3上的滑动斜槽迫使双向拖板9产生径向移动,双向拖板9带动微调拖板11、加长筒12、夹刀块13及刀具作同步移动,从而实现锥度螺纹加工。当前锁紧螺钉2放松、后锁紧螺钉4锁紧时,心轴3传递旋转动力并随主轴7作同步轴向移动,就可以进行端面和圆柱孔的加工。微调拖板11用来调整控制径向进给量。
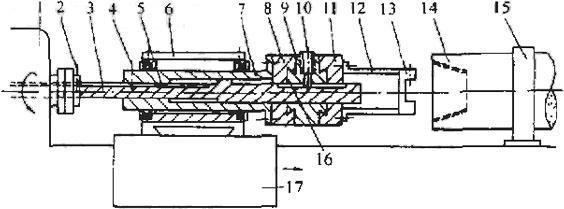
1.床头箱 2.前锁紧螺钉 3.心轴 4后锁紧螺钉 5.滑动键 6主轴箱 7.主轴 8.固定拖板 9.双向拖板 10.斜槽滑动销 11.微调拖板 12.加长筒 13夹刀块 14.电板 15.固定架 16.斜槽 17.车床拖板
图2 专用机构示意图
3 机构安装及操作要领
拆下车床中拖块丝杠及螺母、小拖板、刀架和尾座,将主轴箱安装于中拖板上,校准机构主轴旋转轴线与车床主轴旋转轴线重合,固定中拖扳位置,使中拖板不因切削力、振动等原因而产生位置移动,避免旋转轴线不重合。
加工端面及圆柱孔一定要放松前锁紧螺钉,锁紧后锁紧螺钉,加工锥孔及螺纹则相反—前紧后松。
车床开顺车,向床尾方向走刀,刀具反装,先加工Ø450mm的端面,再钻孔至需要深度后,用200mm长的刀具加工孔内端面,用普通反偏刀加工锥孔至要求尺寸,最后进行螺纹加工。
4电极加工情况及存在的问题
电极加工情况
利用一台精度比较低的旧C620×1000mm车床,将专用机构安装在车床的大拖板上,按照前面所述的方法进行加工。在加工中,专用机构各部分动作准确、可靠,操作简单。自1998年11月以来,已批量加工出石墨电极。产品经检验,几何尺寸符合图纸要求。经电炉冶炼试用,未发现脱扣现象,联接牢固,完全可以满足生产要求。
专用机构尚摇完善的地方
双向拖板与微调拖板增设尺寸刻度,这样能比微调丝杆刻度更方便、更直观地控制进刀量。
双向拖扳的燕尾面增加润滑油槽。
微调丝杆及手轮进一步改进,现有的还不太灵活。






