



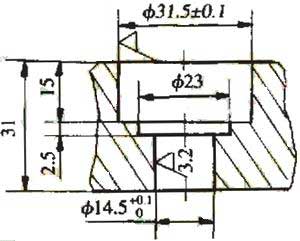
图1 零件图(局部)
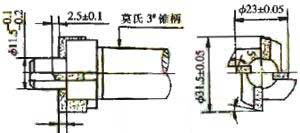
图2 刀具图
在加工如图1所示零件时,在Z3032摇臂钻床上加工。工艺为:①以Ø14.5+0.1孔导向用导向锪刀Ø23×Ø14.5加工Ø23孔:②以Ø14.5+0.1孔导向用导向锪刀Ø31.5×Ø14.5加工Ø31.5孔。由于两把锪刀分别加工,轴向尺寸2.5mm要求很难保证。
刀具设计 我们在原锪刀基础上,大胆设计,提出异齿直径锪刀新方法,最终解决了上述问题,刀具如图2所示,将两刀片对齿配置成Ø31.5±0.05,而将另两刀片对齿配置生成Ø23±0.05,轴向尺寸2.5±0.1由刀具在制作时由工具磨床来保证。
Ø31.5对齿刀片的选用:(31.5-14.5)÷2=8.5取刀片宽10mm,长度不宜过长,选A112即可。Ø23对齿刀片的选用:因为轴向伸出长2+2.5=4.5mm,长度应在12mm以上,不然,容易使刀片断裂,Ø23直径小,刀片过厚,刀体就显太薄,易使刀体受力开裂:刀片过薄,锪加工时,刀片本身易断裂。根据经验取3.5mm,选取D214刀片即可。
结论 通过三个月试用,效果较好,节省了时间,保证了尺寸,提高了效率,降低了消耗,达到了预期目的,是一种传统锪刀的扩展模式。






