



编程实例一
例图2一1所示,技术条件:该工件毛坏为ф26尼龙棒,要求六次循环加工完成,其中后五次的吃刀量为0.8smm(半径值),该例为半径值编程,
%2001 (见图2一1 ) (主程序程序名)
N1 G92 X16 Z1(建立坐标系)
N2 G90 G00 Z0 M03 (快速移位)
N3 M98 P0003 L6 (六次凋用子程序)
N4 G90 G00 XI6 1 ( 回到起刀点)
N5 M05 (主轴停)
N6 M30 (主程序结束并复位)
%0003 (子程序程序名)
N1 G01 G91X-12 F100
N2 G03 X7.385 Z-4.923 R8
N3 X3.215 Z-39.877 R60
N4 G02 X1.4Z-28.636 R40
N5 G00 X4
N6 273.436
N7 G0IX-4.8 FI00
N8 M99
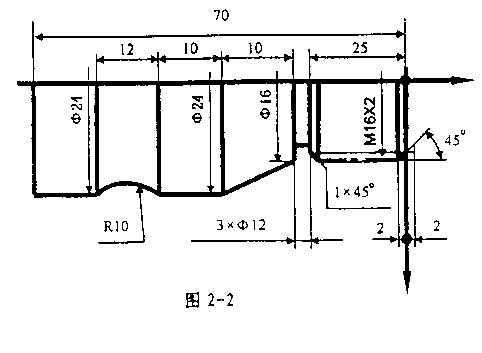
编程实例二
例图2一2所示,技术条件:该工;件毛坯为ф26 尼龙棒
%2002(见图2一2 )
N10 G92 X70 Z30
N20 T0101
N30 M03
N40 G90 G00 X40 Z2
N50 G01 X28 F400
N60 G80 X24.82一70 F200
N70 G00 X24.6
N80 G71 U! R0.7 P90 Q120 X0.4 Z0.1 F200
N90 G01 X8 Z2 F300
N100 X16 Z一2 F100
N110 X16 Z一28
N120 X24 Z一38
N130 G01 Z一48
N140 G02 X24 Z一60 R10
N150 G01 Z一70
N160 G00 X70 Z30 T0100
N180 T0202
N190 G00 X30 Z一28
N200 G01 X20 F300
N210 X12 F30
N220 X14
N230 X17 Z一26. 5 T0200
N240 G00 X70 Z30
N260 T0303
N270 G00 X24 Z2
N280 G82 X15.1 Z一26.5 F2
N290 G82 X14.5 Z一26.5 F2
N300 G82 X13.9 Z—26.5 FZ
N310 G82 X135 Z一26.5 F2
N320 G82 X134 Z一26.5 F2
N330 G00 X70 Z30 T0300
N350 M05
N360 M30






