



810M熔断器不良引起的故障维修
故障现象:某配套SIEMENS 810M的立式加工中心,在加工过程中,机床突然断电,再次开机,系统无显示,机床无法重新起动。
分析及处理过程:SIEMENS 810M系统的外部电源控制要求十分简单,只要CNC的+24V电源输入正常,只需要短接CNC电源模块上的NC-ON端,即可以起动系统。
经检查,该机床系统的强电的起动回路正常,系统的电源输入DC24V正常,且通过短接系统输入的NC-ON触点,系统仍然无法正常工作,因此判断故障的原因在系统上。
测量系统的+5V电源,发现无电压输出,但系统的风机正常转动。由此初步判定故障原因在系统的电源控制回路。为了维修方便,测绘了810M的电源控制回路如图4-11所示。
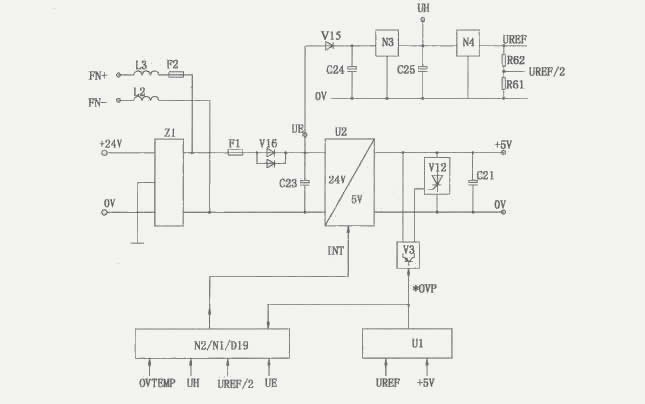
图4-11 810M的电源控制原理图
图4—11中各主要元器件的作用如下:F1:系统电源输入熔断器,电源主回路短路保护元件。
F2:风机电源输入熔断器,风机短路保护元件。
L2、L3:风机电源滤波电感。
Z1:输入滤波器,对输入DC24V电源进行滤波。
V16-保护二极管。
C23:直流输入滤波电容。
U2:带封锁输入的DC24V/DC5V转换集成电路模块。
V12、V3、C21:DC5V输出电压调节、滤波环节。实际线路中还包括C8、C9、C10、
C11、C21、L1、V7、R16~R19等元器件,图中未画出。V15、N3、C24、C25:DC5V辅助电压输出、滤波环节。实际线路中,还包括C22、V14、
等元器件,图中未画出。
N4、R61、R62'DC5V基准电压与DC2.5V参考电压输出环节。实际线路中,还包括
C32、C32等元器件,图中未画出。
N2、U1:电压监控回路。实际线路中,还包括C7、C30、C19、C20、C14、R47、R46、
R34、R36、R37~R43、R20、R53、R54、R48、V17、V8、D28、H1、H2等元器件,图中未画出。
电源部分主要元器件的型号见表4-3。
表4-3 电源部分主要元器件一览表
| 图上代号 | 名 称 | 型 号 |
| F1 | 熔断器 | 4A/250V |
| F2 | 熔断器 | 1.6A/250V |
| L2、13 | 电感 | 3μH |
| V3 | 晶体管 | BCY79/V111 |
| V6 | 二极管组 | BYS24-25 |
| C2l | 电容 | 1000μF |
| C23 | 电容 | 1500μF |
| C24 | 电容 | 220μF |
| C25 | 电容 | 22MF |
| U1 | 集成运放电路 | LM339 |
| U2 | 集成电路 | PSA55-7 |
| V12 | 晶闸管 | TYN7165 |
| N1、N2 | 集成电路 | TL7705A |
| N3 | 集成稳压电路 | LM340 |
| N4 | 集成稳压电路 | MCl403 |
| D19 | 集成电路 | MC555 |
SIEMEN S810M由于使用的是DC24V电源,因此电源回路相对比较简单,故障原因多数是内部熔断器、保护二极管等元器件损坏。
在本例中,根据以上原理图,经检查发现,系统中的熔断器F1熔断,且UE与0V间无短路,更换后系统恢复正常。
810M滤波电容不良引起的故障维修
故障现象:某配套SIEMENS 810M的加工中心,在加工过程中,机床突然断电,再次开机,系统无显示,机床无法重新起动。
分析及处理过程:故障检查情况同上例,经检查,外部电源输入DC24V正常,且通过短接NC-ON触点,系统仍然无法正常起动,因此判断故障的原因在系统电源模块上。
根据图4-11,经检查发现,系统中的C23不良,更换后系统恢复正常。
810M集成稳压电路不良引起的故障维修
故障现象:某配套SIEMENS 810M的立式加工中心,开机系统无显示,机床无法重新起动。
分析及处理过程:故障检查情况同前例,经检查,系统的电源输入DC24V正常,通过短接NC-ON触点,系统仍然无法正常工作。测量系统的+5V电源,发现无电压输出,但系统的风机正常转动。
根据原理图,逐一检查电源模块各部分的控制线路,经检查发现,系统中的F1熔断,测量发现UE与0V间存在短路。
进一步检查发现,集成稳压器N3(LM340)损坏,更换后系统恢复正常。
810M内部5V过载引起的故障维修
故障现象:某配套SIEMENS 810M的立式加工中心,开机调试时,发现系统电源无法正常接通。
分析与处理过程:故障检查情况同例42,经检查发现该机床DC24V输入正常,通过短接NC-ON触点,系统仍然无法正常起动,测量系统+5V电源,发现本例中此电压在开机的短时间内有输出,但几秒钟后,+5V电压即断开。
根据810M电压的特点,可以初步确认,故障是由于+5V电源过载引起的,为了确认故障部位,维修时逐一取下系统各组成模块,并对系统进行接通试验。经试验发现当取下了系统位置控制板后,CNC即能正常起动,由此确认故障是由于位置控制板5V存在过载引起的。
为了进一步确认故障是由位置控制板本身或外部连接引起的,维修时再通过逐一取下位置控制板上的各插头进行试验,最终发现当X轴编码器反馈插头插上后,CNC即发生故障,从而确认了故障是由于X轴位置反馈系统引起的,检查X轴测量反馈线的连接,发现编码器的+5V连接错误,重新连接后,系统可以正常起动。
类似故障:某配套SIEMENS 810M的卧式加工中心,在自动加工过程中,突然停机,再次起动系统,电源无法正常接通。
分析与处理过程:经检查,本例中的电源故障与上例相似,+5V电压在开机的短时间内有输出,但几秒钟后,+5V电压即降至0V。
经与上例同样的分析与处理,发现故障是由于主轴编码器引起的,检查机床主轴编码器的连接,发现该机床由于主轴编码器电缆固定不正确,已被拉断,引起了+5V的局部短路,重新更换主轴编码器电缆后,机床恢复正常工作。
810M电源模块本身不良引起的故障维修
故障现象:某配套SIEMENS 810M的卧式加工中心,在自动加工过程中, 突然停机,再次起动系统,电源无法正常接通。
分析与处理过程:经检查,本例中的电源故障与例42相似。但经取下各系统模块试验,仍未发现存在+5V过载的模块,直至将电源模块拔出,与系统断电后,故障现象依然不变,从而确认故障是由电源模块本身引起的。
直接更换同规格的电源模块备件,系统故障排除,机床恢复正常。
8T系统电源模块ON回路不良引起的故障维修
故障现象:某配套SIEMENS 8T的数控磨床,在自动加工过程中,突然外部停电,再次起动系统,电源无法正常接通。
分析与处理过程:经检查,系统电源模块(MSl41)的L1、L2间无AC220V电压。根据机床电气原理图检查,发现进线熔断器已经熔断。在测量AC220V无短路的前提下,换上进线熔断器,输入电压恢复,但电源仍然无法起动。
进一步检查确认,系统起动的全部外部条件都已经满足,测量NC-ON触点动作,初步判定电源模块内部存在故障。
取下电源模块(MSl41)检查,发现NC-ON回路中的只稳压管不良,更换后,系统恢复正常。
维修体会与维修要点:
1)SIEMENS 810M由于使用的是DC24V电源,因此电源回路相对比较简单,故障原因多数是内部熔断器、保护二极管等元件损坏。
2)判定810系统电源是否存在故障的方法较简单,可以在系统加入DC24V电源后,通过直接短接系统的NC-ON触点进行检测。短接后若系统正常起动,显示器工作,证明系统电源单元无故障;否则应对系统电源单元进行维修。
3)由于810风机与系统在内部采用了独立的供电回路,因此,即使风机正常工作,只能代表外部DC24V供电正常,但不能代表系统内部电源的工作正常(参见图4-11)。
4)SIEMENS其他型号的数控系统(如:SIEMENS 3、8、850、880等),其电源控制方式与SIEMENS 810系列基本相同,维修时可以参照进行。






