


G4l为电极半径左补偿;G42为电极半径右补偿。它是在电极运行轨迹的前进方向上,向左或向右偏移一定量,偏移量由“H***”确定,如“G41H***“;G40为取消电极...
阿凡达
3年前147

G41-左偏间隙补偿指令;G42-右偏补偿指令;G40-取消间隙补偿指令。编程格式:G41 D~编程格式:G42 D~编程格式:G40(单列一行)式中:D-表示偏移量(补偿距...
阿凡达
3年前179

表 补偿指令G40取消间隙补偿G41左偏间隙补偿,D表示偏移量G42右偏间隙补偿,D表示偏移量G40、G41、G42 为间隙补偿指令。G41--左偏间隙补偿指令。编程格式: G...
阿凡达
3年前143

1)半径补偿值的计算方法:半径补偿值==钼丝半径+放电间隙即:D =丝半径+δ(δ为放电间隙)2)丝半径补偿的建立和取消与数控铣削加工中补偿过程完全相同。3)丝半...
阿凡达
3年前311

数控线切割加工的丝半径补偿值等于电极丝半径和放电间隙之和,如图5所示,即D=丝半径十d(d为放电间隙)丝半径补偿的建立和取消与数控铣削加工中的刀具半径补...
阿凡达
3年前302

加工图3—39所示零件凸台的外轮廓,采用刀具半径补偿指令进行编程。图3—39 刀具半径补偿的应用采用刀具半径左补偿,数控程序如下;N0010 G54S1500 M03/设工...
阿凡达
3年前388

刀具长度补偿 G43,G44,G49格式:G43(G44) Z H其中: Z为补偿轴的终点值。根据补偿的实际需要,还可以为X、Y等,但在程序中只能选一个。H为刀具长度偏移量的...
阿凡达
3年前377

利用数控系统的刀具补偿功能,编程时不需要考虑刀具的实际尺寸,包括刀具半径及长度,而按照零件的轮廓计算坐标数据,有效简化了数控加工程序的编制。(一)...
阿凡达
3年前143

刀具长度补偿指令格式如下:格式:G43(G44) Z H其中:Z为补偿轴的终点值。H为刀具长度偏移量的存储器地址。把编程时假定的理想刀具长度与实际使用的刀具长度...
阿凡达
3年前182
现在我们用Φ10的立铣刀铣削该零件的轮廓,零件的编程原点为0,加工路线为①-②-③-④-⑤-⑥-⑦-⑧-⑨- 10 - 11 - 12 - 13 - 14 。刀具补偿地址为D01,在加工...
阿凡达
3年前184

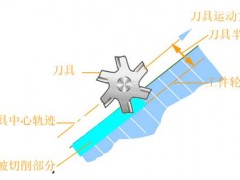
G41刀具半径左补偿、G42刀具半径右补偿、G40取消刀具半径补偿。铣削工件轮廓时,为了使编程员不必根据刀具半径人工计算刀具中心的运动轨迹,而是方便地直接按...
阿凡达
3年前584
刀具长度补偿指令用于补偿编程的刀具和实际使用的刀具之间的长度差。G43为使用长度补偿、G44为取消长度补偿。刀具长度补偿是在插补平面垂直的轴上进行的。例...
阿凡达
3年前485
1) 刀具半径补偿建立与取消指令G41/G42、G40程序段格式为G00/G01 G41/G42 X_ Y_ D_(F_);建立补偿,G01编程时才有F指令G00/G01 G40 X_ Y_(F_);取消半经...
aishukong
2023-05-21 17:02683

刀具半径补偿的过程分为三步:1)刀补的建立:在刀具从起点接近工件时,刀心轨迹从与编程轨迹重合过度到与编程轨迹偏离一个偏置量的过程。2)刀补进行:刀具...
阿凡达
3年前178

数控铣刀具半径自动补偿示例 刀具半径补偿指令编程进行粗、精加工补偿法
数控机床一般都具备刀具半径自动补偿机能,以适应用圆头刀具(如铣刀、圆头车刀)加工时,可简化程序编制,省去计算刀位的工作。当数控装置不具备刀具半径自...
阿凡达
3年前497

刀尖圆弧半径补偿及其补偿方向是由G40、G41、G42指令实现的。刀尖半径补偿指令的程序段格式为:G40(G41/G42) G01(G00) X Z FG40:取削刀尖圆弧半径补偿,也可...
阿凡达
3年前1408

考虑刀尖半径补偿,编制图1所示零件的加工程序图1刀具圆弧半径补偿编程实例%100 N1 T0101(换一号刀,确定其坐标系)N2 M03 S400(主轴以400r/min正转)N3 G0...
阿凡达
3年前264

刀具的几何、磨损补偿在编程时,一般以其中一把刀具为基准,并以该刀具的刀尖位置A为依据建立工件坐标系。这样,当其它刀具转到加工位置时,其刀尖位置B就会...
阿凡达
3年前217

目前大多数全功能数控机床都具备刀具半径自动补偿G41、G42功能。这时,只要按工件轮廓尺寸编程,并输入刀具半径补偿值即可。但在机床数控系统不具备G41、G42...
阿凡达
3年前1116

编程时,通常都将车刀刀尖作为一点来考虑,但实际上刀尖处存在圆角。当用按理论刀尖点编出的程序进行端面、外径、内径等与轴线平行或垂直的表面加工时,是不...
阿凡达
3年前1192
