


手工编程定义:整个编程过程由人工完成。对编程人员的要求高(熟悉数控代码功能、编程规则,具备机械加工工艺知识和数值计算能力)适用:1)几何形状不太复杂...
编程爱好者
1年前1089

西门子840D系统程序命名规则a、前一个符号必须是字母或数字(或一个字符有下划线)b、其余符号可以是字母、数字及下划线c、程序名最多有24个字符d、字符间不...
编程爱好者
1年前1085

1、单位设定指令1)尺寸单位设定指令尺寸单位设定指令有G20、G21。其中G20表示英制尺寸,G21表示公制尺寸。G21为缺省值。SIMENS和FAGOR系统采用G71/G70代码。...
编程爱好者
1年前1040

夹具是机床的一种附加装置,它在机床上相对刀具的位置在工件未安装前已预先调整好,所以在加工一批工件时不必再逐个找正定位,就能保证加工的技术要求,既省...
编程爱好者
2年前1536

导致我们的刀轨不能正常使用的。 在切削参数里面设置,在边上延伸但是,会发现,表面上面有些微小的烂面,导致我们的刀轨不能使用通常在这个时候,有经验的编...
编程爱好者
2年前982

多刀路清角铣属于清角铣的一个子类型,它具有清角铣的全部特点,区别于单刀路清角铣的地方在于,单刀路清角铣是在中心边缘处生成一道刀路,而多刀路清角铣在...
编程爱好者
2年前1175

模型的组件为一块两边开孔的薄板,在草图中绘出组件的截面轮廓线,其中由一个矩形和二个圆形构成,注意各元素要进行尺寸完成全约束。拉伸的厚度为3CM如图所示...
编程爱好者
2024-01-03 12:201647
拉伸对话框中,将限制方式更改为对称,距离为20;如图所示。 选中第5步草图中7*10的矩形作为拉伸截面线,开始值为-5,结束值为-13,布尔为减去;模型的另一面...
编程爱好者
2024-01-03 12:161746
使用参考刀具二次开粗比用 IWP 或 3D 进行二次开粗计算速度快,占用内存少。 3.使用 3D 工序模型 IPW 开粗不用担心刀具过载,不用担心哪个地方没有清除到,不...
编程爱好者
2024-01-03 12:121753

绝对和相对坐标编程指令G90、G91同其它系统的G90和G91(请参照数控车床或数控铣床编程)。
阿凡达
3年前593

我国早期的数控线切割机床采用的编程格式是3B、4B,目前各种线切割加工机床基本采用符合ISO标准的G代码格式。表1为瑞士ROBOFIL 6030 SI慢走丝机的主要G指令,...
阿凡达
3年前555
在攻丝循环G84或反攻丝循环G74的前一程序段指令M29Sx x x x;则机床进入刚性攻丝模态。NC执行到该指令时,主轴停止,然后主轴正转指示灯亮,表示进入刚性攻丝...
阿凡达
3年前764
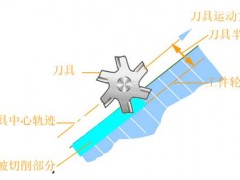
1) 刀具半径补偿建立与取消指令G41/G42、G40程序段格式为G00/G01 G41/G42 X_ Y_ D_(F_);建立补偿,G01编程时才有F指令G00/G01 G40 X_ Y_(F_);取消半经...
aishukong
2023-05-21 17:02683

G00、G01、G02、G03指令的程序段格式分别为G00 X_ Y_ Z_;快速点定位指令G01X_ Y_ Z_ F_;直线插补指令,F的单位为mm/minG02/G03 X_ Y_ I_ J_ F_;或G02/G03 ...
aishukong
3年前400

图1 数控车床坐标系设定例坐标系设定指令——G92当用绝对尺寸编程时,必须先建立刀具相对于工件起始位置的坐标系。即确定零件的绝对坐标原点(又称程序原点或...
编程爱好者
3年前472

数控车床多次循环G71指令的特点与G70,G73指令有何不同?
多次G71指令是外圆粗加工复合循环指令,编程时只需要给出精加工路线和粗加工背吃刀量,系统会自动计算出粗加工路线和加工次数,进行平行于Z轴的多次粗切削加...
编程爱好者
3年前502

若一组程序段在一个程序中多次出现,或在几个程序中都要使用它,为了简化程序,可以把这组程序段抽出来,按规定的格式写成一个新的程序单独存储,以供另外的...
编程爱好者
3年前453

直线插补指令用于产生按指定进给速度F实现的空间直线运动。程序格式:G01 X~ Y~ Z~ F~其中:X、Y、Z的值是直线插补的终点坐标值。例:实现图1.24中从A点...
编程爱好者
3年前374

倒角、倒圆 G01 指令倒角控制机能可以在两相邻轨迹之间插人直线倒角或圆弧倒角。1)直线倒角格式: G01X__Z__ C功能:直线倒角G01,指令刀具从A点到B点,然后...
编程爱好者
3年前285
