

铣削编程实例(FANUC系统)N01 G90 G17 G00 G42 D01X50 Y70 S400 M03 M08;N02 Z-240N03 G01 X400 F250N04 X300 Y370N05 G03 X300 Y270 J-100N06 G02 X200 Y17...
aishukong
2023-05-21 18:01905

在数控加工中,刀具刀位点相对于工件运动的轨迹称为加工路线,它是编程的依据,直接影响加工质量和效率。在确定加工路线时要考虑下面几点:1)证零件的加工精...
阿凡达
3年前136

1、尽量选择通用夹具、组合夹具,能使零件一次装夹中完成全部加工面的加工,并尽可能使零件的定位基准与设计基准重合,以减少定位误差。一般在模具加工中采用...
阿凡达
3年前184
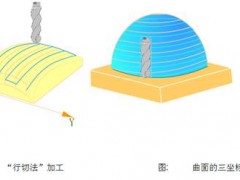
1)加工内容确定选择数控铣削加工内容时,应从实际需要和经济性两个方面考虑。通常选择下列加工部位为其加工内容:零件上的曲线轮廓,特别是由数学表达式描绘...
aishukong
2023-05-21 17:04999
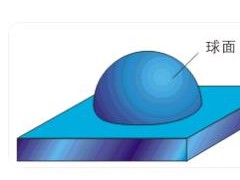
图1 Y=SIN(X)曲线图2 球面主要选择的加工内容有:1)工件上的曲线轮廓,特别是由数学表达式给出的非圆曲线与列表曲线等曲线轮廓,如图1所示的正弦曲线。2)...
阿凡达
2023-05-21 16:41381

一、数控铣削编程的基本原理由图1可知,数控铣床编程就是按照数控系统的格式要求,根据事先设计的刀具运动路线,将刀具中心运动轨迹上或零件轮廓上各点的坐标...
互联网搬用工
3年前173

1)铣削深度 (mm)。在机床、工件和刀具刚度允许的情况下,应以最少的进给次数切除待加工余量,最好一次切除待加工余量,以提高生产效率。为了保证零件的加...
互联网搬用工
3年前213

退刀的方式主要有以下这些:1、沿坐标轴的 Z轴方向直接进行进刀、退刀2、沿给定的矢量方向进行进刀或退刀3、沿曲面的切矢方向以直线进刀或退刀4、沿曲面的法...
阿凡达
3年前138

针对数控铣削加工的特点,下面列举出一些经常遇到的工艺性问题作为对零件图进行工艺性分析的要点来加以分析与考虑。1)图纸尺寸的标注方法是否方便编程?构成...
阿凡达
3年前255

该零件的毛坯是一块180mm×90mm×l2mm板料,要求铣削成图中粗实线所示的外形。由图可知,各孔已加工完,各边都留有5mm的铣削留量。铣削时以其底面和2-Φ10H8...
互联网搬用工
3年前184

①起始点﹑返回点确定原则在同一程序中起始点和返回点最好要相同,如果一零件的加工需要几个程序来完成,那么这几个程序的起始点和返回点也最好完全相同,以...
阿凡达
3年前189

零件选定后,零件上的下列加工部位数适宜采用控铣削加工:① 由直线、圆弧、非圆曲线及列表曲线构成的内外轮廓;② 空间曲线或曲面;③ 形状虽然简单,但尺寸...
阿凡达
3年前225
1.铣削是机械加工最常用的方法之一,它包括平面轮廓铣削和立体轮廓铣削。使用数控机床的目的在于:解决复杂的和难加工的工件的加工问题;把一些用普通机床可...
阿凡达
3年前142
图30所示为槽形凸轮零件,在铣削加工前,该零件是一个经过加工的圆盘,圆盘直径为Ф280㎜,带有两个基准孔Ф35㎜及Ф12㎜。Ф35㎜及Ф12㎜两个定位孔,X面已...
编程爱好者
3年前199

切削用量——进给量 的计算公式进给量有进给速度Vf、每转进给量f和每齿进给量fZ3种表示方法。进给速度Vf是单位时间内工件与铣刀沿进给方向的相对位移,单位为...
编程爱好者
3年前209

切削用量——切削深度aP切削深度的选取主要由加工余量和表面质量的要求决定的。原则上尽可能切削深度选大些,可以减少走刀次数,但也不能太大,否则会造成由...
编程爱好者
3年前190

切削用量——主轴转速主轴转速主要根据允许的切削速度确定,计算公式如下: 其中:D刀具直径(mm);v削速度(m/min);为主轴转速(r/min)。
编程爱好者
3年前328

切削用量包括:主轴转速、背吃刀量和侧吃刀量。背吃刀量和侧吃刀量在数控加工中通常称为切削深度和切削宽度。如图(1)所示。图(1) 铣削切削用量切削用量三...
编程爱好者
3年前194

1、铣刀刚性要好一是为提高生产效率而采用大切削用量的需要;二是为适应数控铣床加工过程中难以调整切削用量的特点。例如,当工件各处的加工余量相差悬殊时,...
编程爱好者
3年前132

合理地选择进给路线不但可以提高切削效率,还可以提高零件的表面精度,在确定进给路线时,首先应遵循数控加工所要求的基本原则。与常规工艺路线拟定过程相似...
编程爱好者
3年前147
