



图30所示为槽形凸轮零件,在铣削加工前,该零件是一个经过加工的圆盘,圆盘直径为Ф280㎜,带有两个基准孔Ф35㎜及Ф12㎜。Ф35㎜及Ф12㎜两个定位孔,X面已在前面加工完毕,本工序是在铣床上加工槽。该零件的材料为HT200,试分析其数控铣削加工工艺。
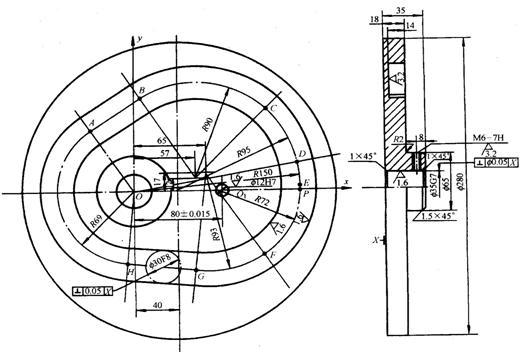
图30 槽形凸轮零件
1.零件图工艺分析
该零件凸轮轮廓由HA、BC、DE、FG和直线AB、HG以及过渡圆弧CD、EF所组成。组成轮廓的各几何元素关系清楚,条件充分,所需要基点坐标容易求得。凸轮内外轮廓面对X面有垂直度要求。材料为铸铁,切削工艺性较好。
根据分析,采取以下工艺措施:
凸轮内外轮廓面对X面有垂直度要求,只要提高装夹精度,使X面与铣刀轴线垂直,即可保证。
2.选择设备
加工平面凸轮的数控铣削,一般采用两轴以上联动的数控铣床,因此首先要考虑的是零件的外形尺寸和重量,使其在机床的允许范围以内。其次考虑数控机床的精度是否能满足凸轮的设计要求。第三,看凸轮的最大圆弧半径是否在数控系统允许的范围之内。根据以上三条即可确定所要使用的数控机床为两轴以上联动的数控铣床。
3.确定零件的定位基准和装夹方式
(1) 定位基准 采用“一面两孔”定位,即用圆盘X面和两个基准孔作为定位基准。
(2) 根据工件特点,用一块320㎜×320㎜×40㎜的垫块,在垫块上分别精镗Ф35㎜及Ф12㎜两个定位孔(当然要配定位销),孔距离80±0.015㎜,垫板平面度为0.05㎜,该零件在加工前,先固定夹具的平面,使两定位销孔的中心连线与机床x轴平行,夹具平面要保证与工作台面平行,并用百分表检查,见图31。
4.确定加工顺序及走刀路线
整个零件的加工顺序的拟订按照基面先行、先粗后精的原则确定。因此应先加工用作定位基准的Ф35㎜及Ф12㎜两个定位孔、X面,然后再加工凸轮槽内外轮廓表面。由于该零件的Ф35㎜及Ф12㎜两个定位孔、X面已在前面工序加工完毕,在这里只分析加工槽的走刀路线,走刀路线包括平面内进给走刀和深度进给走刀两部分路线。平面内的进给走刀,对外轮廓是从切线方向切入;对内轮廓是从过渡圆弧切入。在数控铣床上加工时,对铣削平面槽形凸轮,深度进给有两种方法:一种是在xz(或yz)平面内来回铣削逐渐进刀到既定深度;另一种是先打一个工艺孔,然后从工艺孔进刀到既定深度。
进刀点选在P(150,0)点,刀具来回铣削,逐渐加深到铣削深度,当达到既定深度后,刀具在xy平面内运动,铣削凸轮轮廓。为了保证凸轮的轮廓表面有较高的表面质量,采用顺铣方式,即从P点开始,对外轮廓按顺时针方向铣削,对内轮廓按逆时针方向铣削。
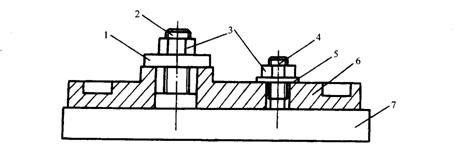
图31 凸轮加工装夹示意图
1—开口垫圈;2—带螺纹圆柱销;3—压紧螺母;4—带螺纹削边销;5—垫圈;6—工件;7—垫块
5.刀具的选择
根据零件结构特点,铣削凸轮槽内、外轮廓(即凸轮槽两侧面)时,铣刀直径受槽宽限制,同时考虑铸铁属于一般材料,加工性能较好,选用Ф18㎜硬质合金立铣刀,见表5。
表5 数控加工刀具卡片
| 产品名称或代号 | ××× | 零件名称 | 槽形凸轮 | 零件图号 | ××× | ||||||
| 序号 | 刀具号 | 刀具规格名称/mm | 数量 | 加工表面 | 备注 | ||||||
| 1 | T01 | Ф18硬质合金立铣刀 | 1 | 粗铣凸轮槽内外轮廓 | |||||||
| 2 | T02 | Ф18硬质合金立铣刀 | 1 | 精铣凸轮槽内外轮廓 | |||||||
| 编制 | ××× | 审核 | ××× | 批准 | ××× | 共 页 | 第 页 | ||||
6.切削用量的选择
凸轮槽内、外轮廓精加工时留0.2㎜铣削用量,确定主轴转速与进给速度时,先查切削用量手册,确定切削速度与每齿进给量,然后利用公式vc=πdn/1000计算主轴转速n,利用vf = nZfz计算进给速度。
7.填写数控加工工序卡片 (见表6)
表6 槽形凸轮的数控加工工艺卡片
| 单位名称 | ××× | 产品名称或代号 | 零件名称 | 零件图号 | ||||||||
| ××× | 槽形凸轮 | ××× | ||||||||||
| 工序号 | 程序编号 | 夹具名称 | 使用设备 | 车间 | ||||||||
| ××× | ××× | 螺旋压板 | XK5025 | 数控中心 | ||||||||
| 工步号 | 工步内容 | 刀具号 | 刀具规格 /㎜ | 主轴转速 /r.min | 进给速度 /㎜.min | 背吃刀量 / ㎜ | 备注 | |||||
| 1 | 来回铣削,逐渐加深铣削深度 | T01 | Ф18 | 800 | 60 | 分两层铣削 | ||||||
| 2 | 粗铣凸轮槽内轮廓 | T01 | Ф18 | 700 | 60 | |||||||
| 3 | 粗铣凸轮槽外轮廓 | T01 | Ф18 | 700 | 60 | |||||||
| 4 | 精铣凸轮槽内轮廓 | T02 | Ф18 | 1000 | 100 | |||||||
| 5 | 精铣凸轮槽外轮廓 | T02 | Ф18 | 1000 | 100 | |||||||
| 编制 | ××× | 审核 | ××× | 批准 | ××× | 年 月 日 | 共 页 | 第 页 | ||||

