



一、任务描述
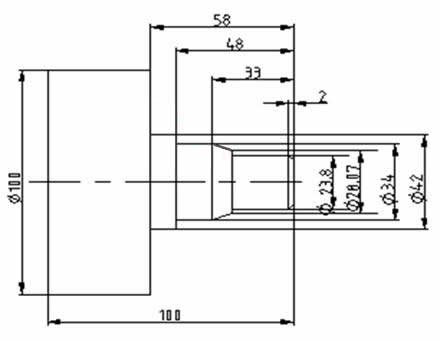
如图,编制该零件的加工程序并在数控车床上加工出零件
二、任务准备
(一)、工件与刀具装夹、对刀。
(二)、G71指令及应用
1、格式
G71U(△d)R(e)
G71P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t)
2、说明
△d: 切削深度(半径指定)不指定正负符号。
切削方向依照AA’的方向决定,在另一个值指定前不会改变。FANUC系统参数(NO.0717)指定。
e: 退刀行程
本指定是状态指定,在另一个值指定前不会改变。FANUC系统参数(NO.0718)指定。
ns: 精加工形状程序的第一个段号。
nf: 精加工形状程序的最后一个段号。
△u: X方向精加工预留量的距离及方向(半径值)
△w: Z方向精加工预留量的距离及方向。
f,s,t: 包含在ns到nf程序段中的任何F,S或T功能在循环中被忽略,而在G71程序段中的F,S或功能
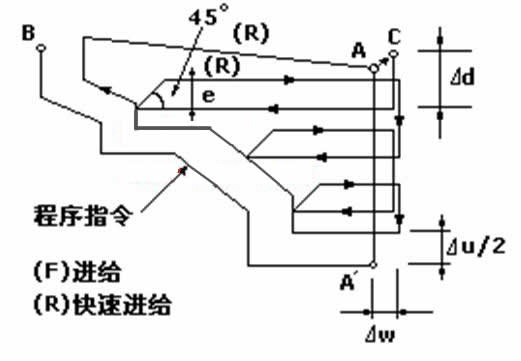
3、功能
如果在下图用程序决定A至A’至B的精加工形状,用△d(切削深度)车掉指定的区域,留精加工预留量△u/2及△w。
(三) G70——端面切削单一循环指令.
1、格式
G70 P(ns) Q(nf) Ff
2、说明
ns: 精加工形状程序的第一个段号。
nf: 精加工形状程序的最后一个段号。
f: 精加工切削速度。
3、功能
当用G71、G72、G73粗车工件后,用G70来指定精车循环,切除粗加工中留下的余量。
三、 任务目标
1、掌握G71与G70指令并能熟悉应用。
2、掌握内外径零件的复合循环加工(仿真与操作)
四、任务实施
1、工艺分析:
一号刀93度外圆车刀,分四次循环加工完成,其中后三次的吃刀量为4mm。
2、加工程序:
N010 T0101; 刀具补偿
N020 M3 S800;
N030 G0 X45 Z2;
N040 G71 U2 R1; 调用粗车削循环格式
N050 G71 P060 Q130 U0.25 W0.1 F0.25;呼叫程式N号码
N060 G0 X15.8;
N070 G1 X23.8 Z-2;
N080 Z-25;
N090 X28;
N100 X34 Z-33;
N110 Z-48;
N120 X42;
N130 Z-58;
N140 G0 X100 Z100;
N150 X45 Z3;
N160 G70 P060 Q130 ; 调用精加工循环
N170 G0 X100 Z100; 退刀
N180 T0200;
N190 M05;
N200 M30;

