


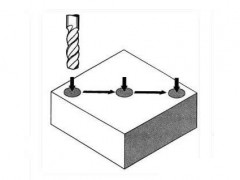
如图c所示,加工方板上13个直径不同、深度不同的孔,所用刀具及加工程序如下:在加工过程中,由于所用三把刀的长度不同,故需设定刀具长度补偿。T11号刀具长...
阿凡达
3年前247

图1为轴承支座零件图。工艺为:在卧式加工中心上一次装夹,使用反镗固定循环等功能,不转动工作台,以保证同轴度要求。图1轴承支座O1001N10 M06 T01N20 G00 G...
阿凡达
3年前253

如图1,沿任意一条直线钻等距的孔。若使用配备FANUC-6M系统的立式加工中心,则加工程序如下:图1沿直线钻等距孔O1000N10 G92 X400.0 Y300.0 Z320.0建立加工坐...
阿凡达
3年前402
调用格式 LCYC60功能:加工线性排列孔如图5.19所示,孔加工循环类型用参数R115指定,如表5.2所示。表中各参数使用如图5.20所示。图5.19线性孔排列钻削功能表5...
阿凡达
2023-05-24 09:20571

G76 X Y Z R Q FX Y :孔在XY平面上的位置坐标Z :镗孔深度。R :循环起点。F :切削进给率。Q :偏移量,表示主轴停止时,主轴先定位角度,刀尖做微量偏移的值。...
阿凡达
3年前473

G81 X Y Z R FX Y :孔在XY平面上的位置坐标Z :钻孔深度。R :循环起点。F :切削进给率。例:对图所示零件钻孔O001G17 G40 G80;N001 G00 G91 G30 X0 Y0 Z0;T1;M...
阿凡达
3年前356

与G81相同。在孔底位置执行暂停(用P码指定及主轴上升。在孔底位置暂停改善盲孔的孔底精度。G82 X Y Z R P FX Y :孔在XY平面上的位置坐标Z :钻孔深度。R :循...
阿凡达
3年前409

指令方式:G83 X Y Z Q R F以上指令指定啄式钻孔循环。Q是每次切削量,用增量值指定。在第二次及以后切入后执行时,在执行入前的位置,快速进给转换成切削进...
阿凡达
3年前414

在上次的文章里,我们说到了加工中心三菱G86镗孔循环,那么今天,我们就来说一下加工中心三菱数控系统 G85铰孔循环。先说说镗孔和铰孔的区别:1,首先最大地...
阿凡达
3年前834

与G81相同,但是在孔底位置主轴停止并以快速进给率逃离。此指令一般用于粗镗孔。指令方式:G86 X Y Z R FX Y :孔在XY平面上的位置坐标Z :孔深度。R :循环起点...
阿凡达
3年前646

与G85相同,但是在孔底位置执行暂停。指令方式:G89 X Y Z R P FX Y : 铰孔在XY平面上的位置坐标Z :孔深度。R :循环起点。P :铰孔到Z点后的暂停时间,单位:1...
阿凡达
3年前337

G73用于深孔钻削,在钻孔时采取间断进给,有利于断屑和排屑,适合深孔加工。图5.9所示为高速深孔钻加工的工作过程。其中Q为增量值,指定每次切削深度。d为排...
阿凡达
3年前668

1.编程时需注意在固定循环指令之前,必须先使用S和M代码指令主轴旋转。2.在固定循环模态下,包含X、Y、Z、A、R的程序段将执行固定循环,如果一个程序段不包含...
阿凡达
3年前411

图1孔加工固定循环的动作加工中心编程中,经常用到的孔加工固定循环功能指令主要有G81~G89九个,如表1所示。可以实现钻孔、镗孔、攻螺纹等加工。孔加工固定循...
阿凡达
3年前556

孔加工循环指令为模态指令,一旦某个孔加工循环指令有效,在接着所有的位置均采用该孔加工循环指令进行孔加工,直到用G80取消孔加工循环为止。在孔加工循环指...
阿凡达
3年前216

孔加工对于图]3—56所示的中心对称分布的孔加工,采用极坐标编程,其数控程序(SinumerikCNC系统)如下:图3—56极坐标编程孔加工(Sinumerik CNC系统)N10 G90G0...
阿凡达
3年前334

模态调用格式为G66 P- L- 自变量表;式中字母含义同前。模态调用可多次调用,每次调用L次,不仅在G66所在程序段中调用,也在后续程序中调用,直到出现G67指...
阿凡达
3年前442

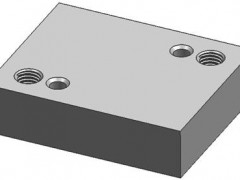
试采用固定循环方式加工图示各孔。 工件材料为HT300,使用刀具T01为镗孔刀,T02为Φ13钻头,T03为锪钻。程序如下%0004T01M06G54G90 G00 X0 Y0T02G43 H01 Z20....
阿凡达
3年前319
零件图及程序如下:参考程序:图1孔类零件加工任务图○0001;G91 G28 Z0;M06 T1;G90 G17 G49 G21 G94;G54 M3 S1200;G00 X20.0 Y100.0 M08;G43 H01 G00 Z...
阿凡达
2023-05-22 15:47495

试采用重复固定循环方式加工图示各孔。程序如下%0005N01 G92 X0.Y0.Z100.G90 G80N02 G00 X-50.Y51.963 M03 S800N03 Z20.M08 F40N04 G91 G81 G99 X20.Z-18.R-1...
阿凡达
3年前148
