如图c所示,加工方板上13个直径不同、深度不同的孔,所用刀具及加工程序如下:
在加工过程中,由于所用三把刀的长度不同,故需设定刀具长度补偿。T11号刀具长度补偿量设定为+200.0,则T15号刀具长度补偿量为+190.0,T31号刀具长度补偿量为+150.0。
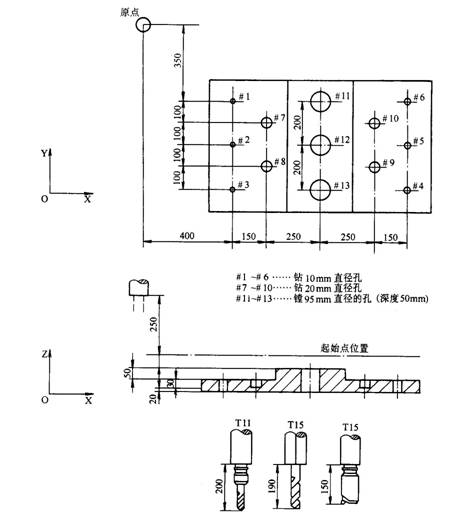
图c 加工工件及加工刀具简图
加工程序如下:
%
01234
N01 G92 XO YO Z0;(在原点设定坐标系)
N02 G90 GOO Z250.0 T11 M06;(换刀)
N03 G43 Z0 H11;(初始平面,刀具长度补偿)
N04 S30 M03;(主轴正转)
N05 G99 G81 X400.0 Y-350.0 Z-153.0 R-97.0 F120;(钻#1孔,返回到R平面)
N06 Y-550.0;(钻#2孔,返回到R平面)
N07 G98 Y-750.0;(钻#3孔,返回到初始平面)
N08 G99 X1200.0;(钻#4孔,返回到R平面)
N09 Y-150.0;(钻#5孔,返回到R平面)
N10 G98 Y-350.0;(钻#6孔,返回到初始平面)
N11 GOO G44 XO YO M05;(回原点,主轴停止)
N12 Z250.0 T15 M06;(刀具长度补偿取消,换刀)
N13 G43 Z0 H15;(初始平面,刀具长度补偿)
N14 S20 M03;(主轴正转)
N15 G99 G82 X550.0 Y-450.0 Z-130.0 R-97.0 P300 F70;(钻#7孔,返回到R平面)
N16 G98 Y-650.0;(钻#8孔,返回到初始平面)
N17 G99 X1050.0;(钻#9孔,返回到R平面)
N18 G98 Y-450.0;(钻#10孔,返回到初始平面)
N19 GOO G44 XO YO M05;(原点复归,主轴停止)
N20 Z250.0 T15 M06;(刀具长度补偿取消,换刀)
N21 G43 Z0 H31;(起始点位置,刀具长度补偿)
N22 S10 M03;(主轴正转)
N23 G85 G99 X800.0 Y-350.0 Z-153.0 R47.0 P50;(钻#11孔,返回到R平面)
N24 G91 Y-200.0 K2;(钻#12、#13孔,返回到R平面)
N25 G28 XO YO M05;(回原点,主轴停止)
N26 G44 Z0;(刀具长度补偿取消)
N27 M30;(程序结束)
%