


铣刀是用于铣削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于铣床上加工平面、台阶、沟槽、成形表面和切断工...
海纳切削刀具
2年前964

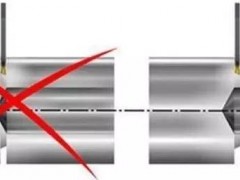
在铣削工序中,工件沿着与铣刀旋转方向以相同或相反的方向进给,这会影响铣削的切入、切出以及是采用顺铣还是逆铣的方法。 在边缘顺铣中,切屑厚度将从切削开...
编程爱好者
2年前1614

图解CAD中切线和相切圆的画法 两圆的外切圆 两圆的外切圆 圆与圆的相切圆(一外切两内切) 圆与圆的相切圆(两…
编程爱好者
2年前1547
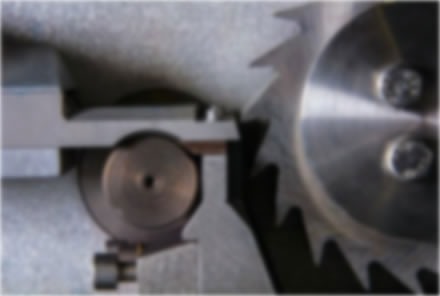
务必在距离中心还有2mm时将进给降低75%。在距离中心还有0.5mm时停止进给,被切掉的零件会因其重量和长度而自行掉落。以上八点是我在数控加工中,关于切槽和切...
编程爱好者
2024-01-03 13:012100
公式:牙外径-1/2×牙距 例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm 牙外径-1/2×牙距则应为: M6-(牙距×0.860.96)/代码=下孔径 例1:M3×0.…
编程爱好者
2年前1612

夹具是机床的一种附加装置,它在机床上相对刀具的位置在工件未安装前已预先调整好,所以在加工一批工件时不必再逐个找正定位,就能保证加工的技术要求,既省...
编程爱好者
2年前1534

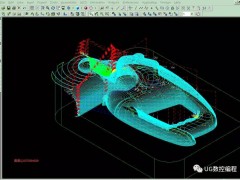
导致我们的刀轨不能正常使用的。 在切削参数里面设置,在边上延伸但是,会发现,表面上面有些微小的烂面,导致我们的刀轨不能使用通常在这个时候,有经验的编...
编程爱好者
2年前981

2、计算G92实际R值(车牙时,起始端至收点端的半径差):-0.15X1/2X(16+3)=-1.425 X33.1 3、收点X=锥体大端直径Φ Z = -(Φ-切点X)÷2÷tanθ+切点的Z(也...
编程爱好者
2年前1030

(5)刃磨方法不当,造成磨削应力及磨削裂纹;对PCBN铣刀刃磨后刀齿的振摆过大,使个别刀齿负荷过重,也会造成打刀。 (6)机械夹固式刀具的刀槽底面不平整或...
编程爱好者
2024-01-03 12:532124

多刀路清角铣属于清角铣的一个子类型,它具有清角铣的全部特点,区别于单刀路清角铣的地方在于,单刀路清角铣是在中心边缘处生成一道刀路,而多刀路清角铣在...
编程爱好者
2年前1175

加工精度是指零件加工后的实际几何参数(尺寸、形状和位置)与图纸规定的理想几何参数符合的程度。这种相符合的程度越高,加工精度也越高。在加工中,由于各...
编程爱好者
2年前1476

这篇文章是谈论俄罗斯没有高端芯片,却能造出一流武器,发来与大家分享。现代先进武器装备为何越来越依赖高端芯片什么是高端芯片?这在国际上并无严格定义和...
编程爱好者
2024-01-03 12:221884

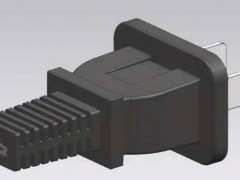
模型的组件为一块两边开孔的薄板,在草图中绘出组件的截面轮廓线,其中由一个矩形和二个圆形构成,注意各元素要进行尺寸完成全约束。拉伸的厚度为3CM如图所示...
编程爱好者
2024-01-03 12:201644

飞刀:又称机械刀,装刀片加工。 合金刀:指平底刀或者合金材质刀尖带R的 球刀:合金材质刀尖R为刀刃的一半的 涂层刀:合金材质刀刃喷涂加硬 中心钻倒角刀 …
编程爱好者
2年前1251
拉伸对话框中,将限制方式更改为对称,距离为20;如图所示。 选中第5步草图中7*10的矩形作为拉伸截面线,开始值为-5,结束值为-13,布尔为减去;模型的另一面...
编程爱好者
2024-01-03 12:161743

由于操作不当或编程错误等原因,易使刀具或刀架撞到工件或机床上,轻者会撞坏刀具和被加工的零件,重者会损坏机床部件,使机床的加工精度丧失,甚至造成人身...
编程爱好者
2024-01-03 12:141753
使用参考刀具二次开粗比用 IWP 或 3D 进行二次开粗计算速度快,占用内存少。 3.使用 3D 工序模型 IPW 开粗不用担心刀具过载,不用担心哪个地方没有清除到,不...
编程爱好者
2024-01-03 12:121751

在数控车削中对于斜椭圆的加工思路,大家可以这样理解既然没有坐标系的旋转指令,那么你就要考虑旋转后椭圆上每一个点坐标和未旋转椭圆上每一个点坐标之间存...
编程爱好者
2年前628

下图是1953的显示界面,我们发现后处理名中文也是乱码的 UGNX后处理时有中文会出现乱码的解决方法,以下以NX1953为例,其它版本也一样。 第三步:Ctrl+A全选...
编程爱好者
2年前987

1.进入系统诊断观察轴选开关对应触点情况 (连接线完好情况),如损坏更换 2.检测打刀缸动作情况,损坏更换 4.检测主轴拉爪是否完好,损坏或磨损更换 4....
编程爱好者
2024-01-03 12:052204
