一 近2000年来机械制造精度,随着产品性能的不断提高而发展。
1770年制造第一台蒸气机汽缸用的镗床,所能达到的制造精度仅为1mm,以后陆续出现了汽油发动机,柴油发动机,高速齿轮,轴承,第二次大战后,喷汽发动机、导弹、卫星相继发展,零件制造精度迅速提高,如圆度仪上的标准球,其加工精度为0.01µm机床,加工表面粗糙度也不断降低,如生产型高精度外圆磨床相继出现,加工精度,可达0.1µm,工件表面粗糙度达Ra0.012µm,金属材料的发展与产品发展也密切相关,最初使用材料主要是低碳钢和铸铁,然而近代制造的燃汽轮机,就必须有耐热,耐磨,腐蚀全新材料,于是出现了耐热,耐磨,耐腐蚀及合金钢复合材料,陶瓷,在发展航天飞机,人造卫星时,又出现了钛和钛合金材料、其它高强度钢等材料。极限抗拉强度几乎提高了十几倍。
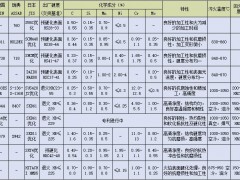
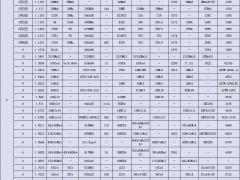
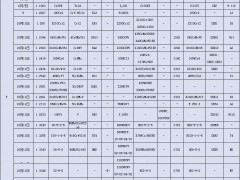
所以适应新材料各类零件的磨削加工。磨床和砂轮的品种,性能也有了进一步的发展。在基本型式的基础上出了10个系列,精密高精度型,半自动型,斜砂轮型,数控型,宽砂轮型,多片砂轮型,高速型,多砂轮架型,强力磨削型等。
二 现代机械加工发展及各种新型材料的出现
随着现代机械加工不断发展及各种新型材料的不断出现,对其加工精度表面粗度要求越来越高,其相应的各种磨削分失不断出现来满足现代工业的不断发展
这些年来,磨削技术正朝着这个方向发展,研制和使用新型的,超硬的磨料磨具开发和推广,超精密磨削,高效的磨削工艺和研制,应用在高精度、高刚度的磨床和磨削加工中。
新型和超硬磨料磨具有:
陶瓷刚玉磨料
陶瓷刚玉磨料经过化学陶瓷化处理,SG经过晶体瓷胶仪后破碎成颗粒,最后烧结成磨料,陶瓷刚玉砂轮韧性比普通刚玉砂轮好,其自锐性锋利性形状保持及寿命高2—2.5倍,它目前制造成本高,它通常多与白刚玉式棕砂轮混合体,在发达国家这种混合砂轮普遍使用。
人造金刚石
人造金刚石砂轮,由磨料层、过渡层和基体三部份组成,人造金刚石砂轮用于磨削超高硬度的脆性材料,硬度合金,花岗岩,宝石,光学玻璃,和陶瓷等。
立方氮化硼砂轮
立方氮化硼砂轮的立方氮化硼颗粒粘在普通砂轮表面只有很薄一层,其磨粒韧性、硬度、耐用度是刚玉类砂轮的100倍,适用于高速或超高速及难加工材料,高速纲,耐热钢等。它不能用普通切削液,需特殊的切削液。
三 高精磨,小粗糙磨和高速磨削
高精磨小粗糙磨及精密磨削,R0.05-0.1µm
超精密磨削R0.012—0.025µM
镜面磨削Ra0.012µm以下,它对磨床精度运动平稳性,环境条件,砂轮选择运用和修整,切削液选择及浇注处理要求较高
高速磨削
强力磨削
强力度磨削一般指以大的磨削深度,进行磨削加工如缓进行磨削,磨削深度可达1—30mm为普通磨削100—1000倍,工件进给缓慢5—300mm/分钟,一次或数次行程中将工件加工至尺寸,工作效率高能获得较高的加工精度,适合于韧材料(如镍基合金和淬火硬材料)并特别适合于,成型面和沟槽,难加工材料的磨削加工,并可以从铸、锻毛坯,直接磨削加工出符合要求的零件。
高速磨削
大于45m/s以上磨削加工,高速磨削可获得明显的技术和经济效益,50-60m/s,生产效率,可提高30-100%,砂轮耐用度,提高0.7-1,工件表面粗糙度降低50%,当前高速磨削线速度达250m/s,并成功进行了500m/s,超高速削试验。
砂带磨削
砂带磨削是以高速运动的,砂带作为磨具并辅之接触轮,张紧轮,驱动轮等旧式的磨头组件对工件进行加工的一种磨削方法。
砂带由基体,结合剂和磨粒组成,常用牛皮纸布,尼龙纤维和纸布组合体,砂带上仅有一层经过精选的粒度均匀的磨粒,通过静电植砂,确定磨粒之间的位置,结合剂常用树脂,切削刃具有良好的等高性,材料切除率高,磨砂表面质量好。
砂带磨削发展非常快,工业发达国家砂带磨削已是磨削加工量的一半左右,与砂轮磨削比,砂带磨削具有以下特点。
磨削效率高
切除率高,功率利用率高达700mm3/s, 比常规车,铣生产率高,是普通切削10倍,普通磨削5倍。
加工质量好
加工质量好,尽寸精度3µm,表面粗糙度1µm,砂带磨削已跨入了精磨,系超精密磨削加行列,尺寸精度可达0.1µm,Ra值可达0.01µm,即到镜面效果。
磨削热、小工件冷硬度与残余应力为砂轮磨削的十分之一,即使干磨也不易烧伤工件而且无微裂纹或金相组织的改变具有冷态磨削的美称。
工艺灵活性大适应强,如平面,内外圆和异形曲面等加工。
材料,加工尺寸适应范围广,可加工金属,还可以加工皮革,木材,橡胶,塑料,对不锈钢,钛合金,镍合金,难加工材料更显示出其独特的优势。当前砂轮磨削最大宽度为1米,而宽达4.9m砂带磨床已投入使用。
综合成本低,结构简单,投资少操作简单,生产辅助时间少,对工人技术要求不高,工作安全可靠。
它有占地空间大,噪声大,不能加工小直径深孔,盲孔,柱坑孔,阶梯外园和齿轮等砂带消耗量大。
四 超精度,高刚度磨床和磨削加工中心
超精度高刚度磨床
精密加工心须由高精度高刚度的机床保证,精密磨床应采用油轴承,空气轴承,磁轴承,静动压轴承,及静动压导轨,直线导轨,静动压丝杠,进给机构高建化高精密化机床结构,采用稳定性好,抗拉性好,等花岗岩,人造花岗岩,陶瓷,微晶玻璃代替铁系材料,增加了机床的刚度等。
磨削加工中心
磨削加工中心具备自动交换,自动选择及自动修正磨削工具的机能,一次装卡即能完成磨削加工,实现了磨削加工的复合化与集约化,甚至可实现无人化连续自动生产,节约成本,节约工装费用,对机床高的刚度,热变形等,进一步提高加工精度,磨削加工,中心是当今磨削技术进步的主要标志,也是磨削加工技术的发展方向。