



机床振动对轴承沟道磨床的磨削加工精度和稳定性有很大的影响,为了保证磨床的加工性能,厂家在出厂之前对电动机、皮带轮以及轴系都进行了精确的平衡,而磨床的振动最主要和最不稳定的振源是砂轮的不平衡引起的,尽管出厂前对其进行了平衡,但由于砂轮本身在加工过程中处在不断变化的过程中,如加工过程中的磨损不均匀,对冷却液的吸附不一致,修正偏差和更换新砂轮时的装配误差及材质等种种因素,都会造成砂轮系统的质量中心偏离其旋转轴线从而引起磨床振动。这种振动将使零件的加工表面出现振纹,对加工精度影响很大。因此,如果能对磨床砂轮系统进行快速高效的自动平衡,将能够有效地提高轴承零件的加工精度和生产效率。
一、平衡原理与系统结构
1.平衡原理
砂轮可以看成是由无数微小的质点组成的。这些微小质点在旋转时产生的惯性力构成的惯性力系,可以向质心简化为一个合力F,它是各个微小质点的离心力Fi,矢量的合成,即:
式中 mi——第i个微小质点的质量,kg
ri——第i个微小质点到旋转轴线的距离矢量,m
Fi——第i个微小质点产生的离心惯性力,N
M——砂轮旋转体的总质量,kg
rc——砂轮旋转体质心到旋转轴线的距离矢量,m
ω——砂轮旋转的角速度,rad/s
当砂轮旋转的离心惯性力系是一个平衡的力系时,此时砂轮的惯性中心与旋转轴线一致,即rc =0,所以根据上式合力F为0,即不存在不平衡量,这是一种理想状态。事实上,由于前面提及的原因,实际砂轮总是或多或少地存在着不平衡,其惯性中心都或多或少地偏离其旋转轴线,从而使得rc不等于0。根据上式,合力F不为0,此时令U=Mrc,并将它称作砂轮的不平衡量。用它来表征不平衡量的大小,对于砂轮自动平衡机构多采用砂轮轴前轴承处拾取振动的位移峰值(μm)来衡量平衡精度水平的高低,自动平衡的精度一般可以达到<1μm,如果设备整体状态良好则动平衡最佳精度可以达到<0.1μm。
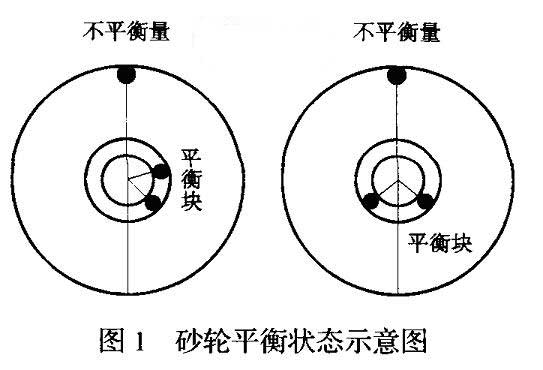
如图1所示,左图为不平衡状态,砂轮上部小黑点表示其存在的不平衡量,中部两小黑点为两平衡块,校正砂轮不平衡的方法为在其相反方向加上与其对应的校正量,也就是调整两平衡块的位置,使其合力能够抵消不平衡量所引起的离心力(右图),这样就可以达到平衡砂轮减小振动的目的,使砂轮回到平衡状态。
2.平衡系统结构砂轮自动平衡机构的基本构成如图2所示,测振传感器用于拾取振动信号并将振动信号传入测控单元,光电开关用以获取转速信息,同时也是同步信号,它提供相位基准,将该信号锁相倍频后,控制信号的采集可实现整周期同步采样,可以大幅降低信号的相位误差。测量控制单元完成信号采集、分析处理、结果显示、输出控制等系统的主要功能,同时可以将采集的原始信号通过RS-232上传至上位机进行进一步的处理。
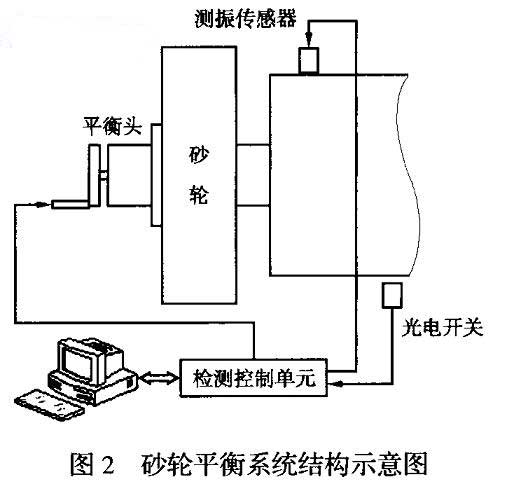
整机在常态下,平衡头随着主轴同频旋转,当整机进入自动平衡状态时,平衡头根据计算得出的不平衡量的大小和方位,接收测控系统的指令,调整两平衡块的位置,使平衡块所产生的平衡矢量抵消砂轮不平衡量,当振动值小于预置值时平衡过程结束。
二、系统的硬件原理
如图3所示,砂轮平衡测试系统的信号采集部分,以ADuC812为控制芯片。在数据采集方式上,为了保证较小的平衡相位误差,采用了锁相环技术。由CD4046构成锁相环电路,以实现信号的同步整周期采样。由于砂轮的不平衡量所产生的振动信号与砂轮的旋转速度同频,而砂轮的转动速度并不是恒定不变的,因此,如果采用定时器进行定时采样,用快速傅里叶变换求频谱,势必会造成较大的误差,尤其是相位误差。而锁相环的特点是可以使输入信号与输出信号的相位始终保持一致,而信号频率保持一定的倍数关系,这样,在砂轮的一端选定一个基准点,通过光电传感器,砂轮每转输出一个脉冲,将此脉冲整形放大之后,进入CD4046的信号输入端,通过倍频后,送至外中断控制ADC进行采样,这样就实现了同步的整周期采样。将采集到的信号进行处理后可以极大地降低相位误差。
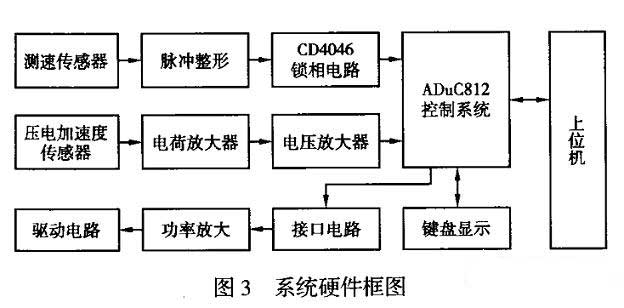
压电传感器用于拾取振动信号,由于ADuC812自带8路12位AD,所以压电传感器的输出信号经过电荷放大及电压放大后,可以直接送入812的P1口。采样所获得的数据已经包含了振动信号的幅值、相位及平衡转速信息,通过解算可以得到两平衡块的补偿位置。测控单元据此发出控制命令,通过接口电路并放大之后,控制两平衡块到达补偿位置从而实现快速补偿。同时也可以将数据通过RS-232串行口上传至PC机,由上位机的LabVIEW程序进行进一步的处理和分析。
三、系统的软件设计
1.系统软件的结构
主要由两个部分组成,第一部分是测控单元的单片机监控程序,它主要实现数据采集、分析处理、输出控制、结果显示、数据上传等功能。第二部分是上位机程序,它可以将上传的数据进行进一步的分析,保留历史数据,对数据进行分析和对比,为进一步提高精度提供依据。同时,上位机也可以直接向下位机发送命令对平衡过程进行控制。
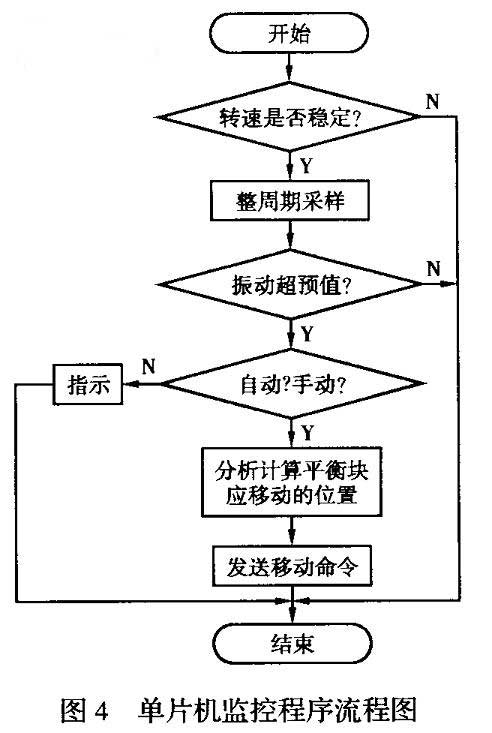
2.单片机监控程序
单片机监控程序的整体结构如图4所示。进行数据采集前,首先采集转速信号,计算光电开关连续20点即砂轮旋转20转的间隔时间,判断砂轮是否达到稳定转速,只有在达到稳定转速之后采样才有意义。经过整周期采样得到的振动信号数据,对该信号进行滤波并通过一定的方法进行分析解算即可以得到振动的波形、幅值、相位以及平衡块校正位置等进行平衡所必需的数据,进而发送命令,控制机构实现砂轮的自动平衡。
3.平衡算法
从传感器获得的是不平衡量引起的激振力的振幅信号。因此,如果能够找到振幅A与不平衡量U之间的比例关系,即影响系数α,就可以通过分析传感器的振幅信号解算出不平衡量U的大小,再通过相位设置基准的方法获得其相位信息。振动信号幅值、相位是实现自动平衡的依据。
砂轮旋转系统可以视为线性系统,其影响系数保持不变。因此只要找到一定的方法求出影响系数,就可以反过来求取不平衡量U的值,对于同类砂轮,都可以应用此比例关系求取存在的不平衡量。
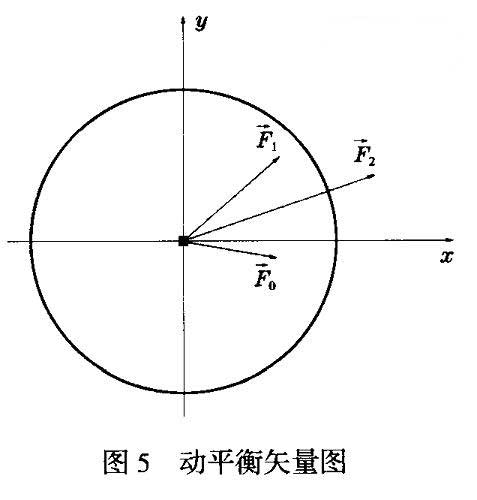
图5中F0为原始不平衡量U0引起的离心力,此时在砂轮上加上一个已知试重Q,在试重与原始不平衡量的共同作用下产生的合力为F2,根据力的合成关系可知Q单独作用时产生的离心力为:F1= F2-F0。由于振幅与力的大小成正比,则A2= A2-A0,A1即是在试重单独作用时的振幅(A0和A2可由系统测量得到)。求得了A1,试重Q为已知量,就可以根据下式计算影响系数:
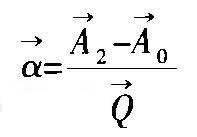
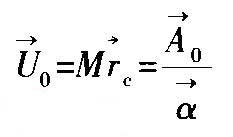
影响系数也称作单位试重的效果矢量,它表示的是振幅和不平衡量的一种比例关系,通过它就可以进一步求出初始不平衡量U0:
砂轮轴上的光电传感器所在位置为基准参考点,实际测量时以此为基准,比照实测信号的相位,就可以计算出不平衡量的实际相位值。幅值、相位已知,通过计算可得平衡块应移动的方向,角度及两平衡块的角平分线的位置等,据此就可以实现对砂轮的不平衡校正。
4.上位机虚拟仪器程序
虚拟仪器是计算机技术与仪暑剐皮术深层次结合而产生的全新概念的仪器。本钡明试系统采用LabVIEW7.1进行开发,它的图形化编程方式使上位机开勿度和效率大幅提高,它主要用来实现对振动信号进行进一步的分析处理,为进一步提高精度提供依据。
四、试验及结论
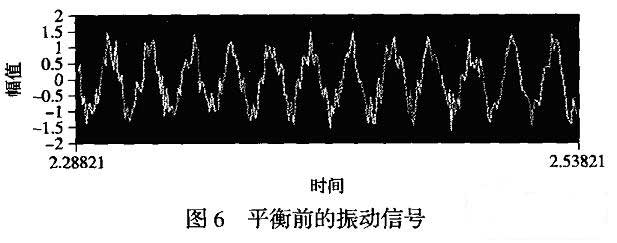
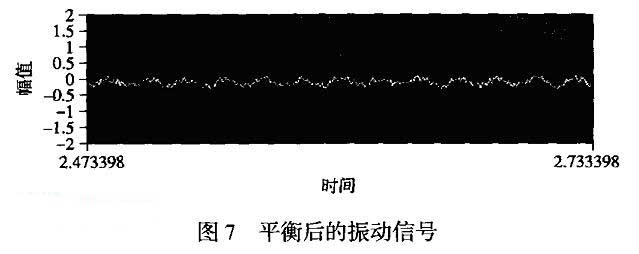
为验证系统的性能在3MZ134CNC球轴承内圈沟道磨床上进行了试验。平衡前在2860r/min转速下实测砂轮系统的振动值为1.11μm,停机后调整预置值至0.51μm,在相同转速下进行自动平衡,平衡过程结束后测得砂轮振动值减小到0.21μm,同时可以感觉到砂轮振感明显减轻。图6、7分别为上位机显示的振动原始信号平衡前、后的波形,比较可以看到经过平衡后同频振动的幅值明显减小。
采用影响系数法对轴承沟道磨床进行动平衡,经过试重确定影响系数后,就能够准确计算出不平衡量的大小,不仅实现了平衡补偿块的快速定位,而且使自动平衡的精度也有明显提高,大大提高了平衡效率。虚拟技术的应用,使得上位机系统的开发速度大大提高,而且LabVIEW是专门针对测试系统所开发的软件,具有强大的数据分析、数据控制和数据表达能力,为进一步提高系统的精度提供了条件,整个系统具有较好的发展前景。






