



§1.2.3.2. 运动方式相关 G 指令
* 螺纹加工 G32 指令
格式: G32X__Z__R__E__P__F__
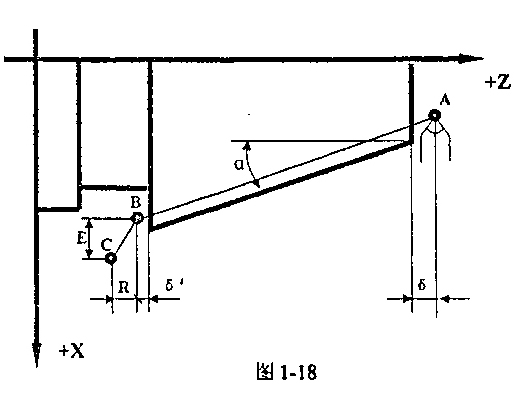
功能: 执行 G32 指令时,刀具可以加工圆柱螺纹以及等螺距的锥螺纹、端面螺纹。见图1—18所示
说明:X、Z:G90时,为螺纹加工轨迹终点B的坐标值,G9l时为螺纹加工轨迹终点B相对螺纹加工轨迹始点A的距离R、E:螺纹加工的收尾量即C点相对于B点的增量(在G9l/G90时都是增量)。R表示C点相对于B点在Z向增量沂表示C点相对于B点在X向半径增量。
P: 主轴基准脉冲处距离螺纹切削起始点的主轴转角。
F: 斜角在450以下.X轴方向螺纹导程斜角在450 以上,F为X轴方向螺纹导程
注:在螺纹加工轨迹中应设置足够的升速进刀段 δ 和降速退刀段δ‘,以消除伺服滞后造成的螺距误差。F为螺纹导程,当加工锥螺纹时,斜角α在450以下
螺纹车削加工为成型车削,其切削量较大,一般要求分数次进给。表 1 一 4 为常用螺纹切削的进给次数与吃刀量






